目次
「樹脂だけでは剛性が足りない」「金属部品を軽量化したいがコストも抑えたい」——こうした課題を抱える設計者・購買担当者は少なくありません。金属インサート成形は、金属と樹脂を一体化することでこれらの課題を解決する複合成形技術です。本記事では、押出成形における金属インサートの基本から設計ポイント、適用事例まで体系的に解説します。
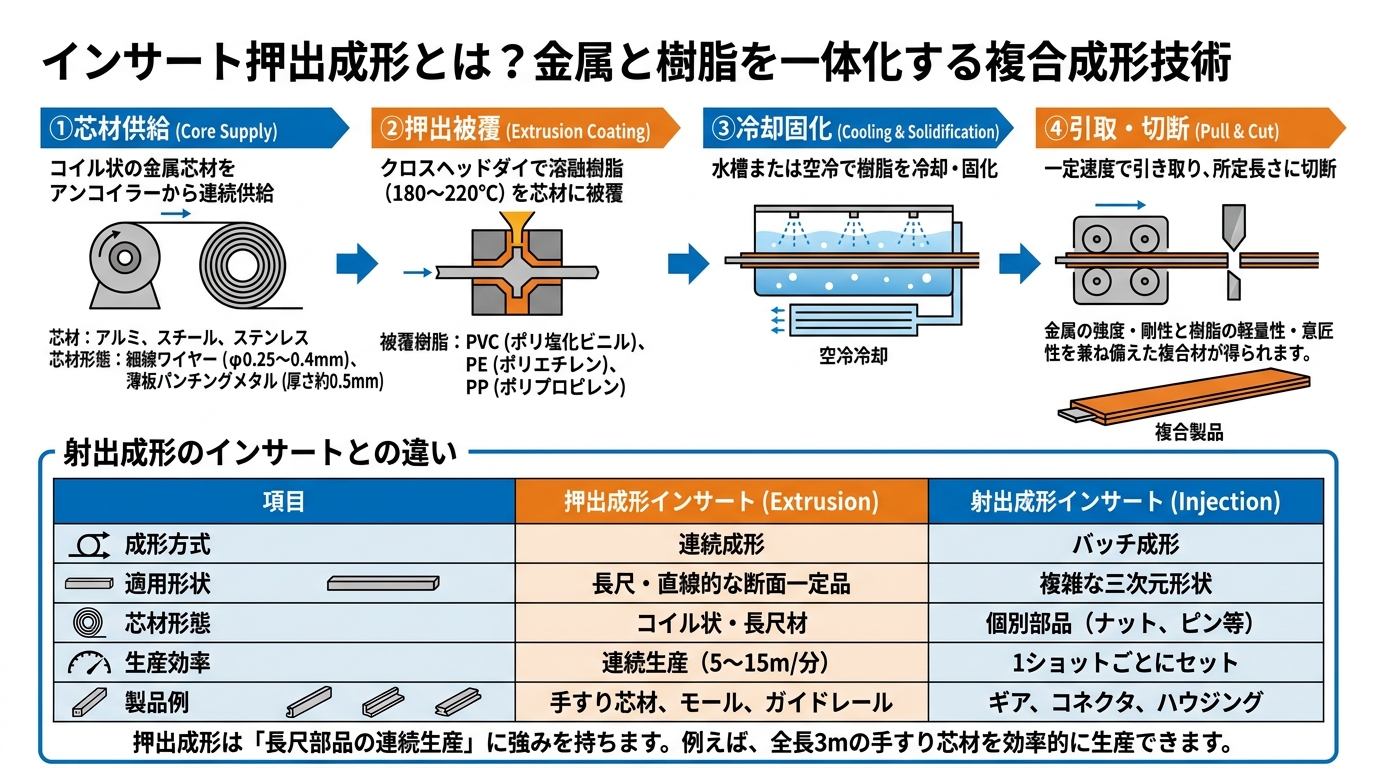
金属インサート成形とは、金属芯材を樹脂で被覆しながら一体成形する技術です。押出成形では、連続的に供給される金属芯材がクロスヘッドダイ(十字型金型)を通過する際に、溶融樹脂が周囲を包み込みます。
基本的な工程は以下の通りです。
| 工程 | 内容 |
|---|---|
| ①芯材供給 | コイル状の金属芯材をアンコイラーから連続供給 |
| ②押出被覆 | クロスヘッドダイで溶融樹脂(180〜220℃)を芯材に被覆 |
| ③冷却固化 | 水槽または空冷で樹脂を冷却・固化 |
| ④引取・切断 | 一定速度で引き取り、所定長さに切断 |
この工程により、金属の強度・剛性と樹脂の軽量性・意匠性を兼ね備えた複合材が得られます。芯材にはアルミ、スチール、ステンレスなどが使用され、被覆樹脂にはPVC(ポリ塩化ビニル)、PE(ポリエチレン)、PP(ポリプロピレン)などが採用されます。芯材形態は細線ワイヤー(φ0.25〜0.4mm)や薄板パンチングメタル(厚さ約0.5mm)が一般的で、用途に応じて太径棒材や異形断面材も選定されます。
インサート成形というと、射出成形でのインサートをイメージする方も多いでしょう。両者には明確な違いがあります。
| 項目 | 押出成形インサート | 射出成形インサート |
|---|---|---|
| 成形方式 | 連続成形 | バッチ成形 |
| 適用形状 | 長尺・直線的な断面一定品 | 複雑な三次元形状 |
| 芯材形態 | コイル状・長尺材 | 個別部品(ナット、ピン等) |
| 生産効率 | 連続生産(5〜15m/分) | 1ショットごとにセット |
| 製品例 | 手すり芯材、モール、ガイドレール | ギア、コネクタ、ハウジング |
押出成形のインサートは「長尺部品の連続生産」に強みを持ちます。例えば、全長3mの手すり芯材を1本ずつ射出成形で作ることは現実的ではありません。押出成形なら連続ラインで効率的に生産できます。
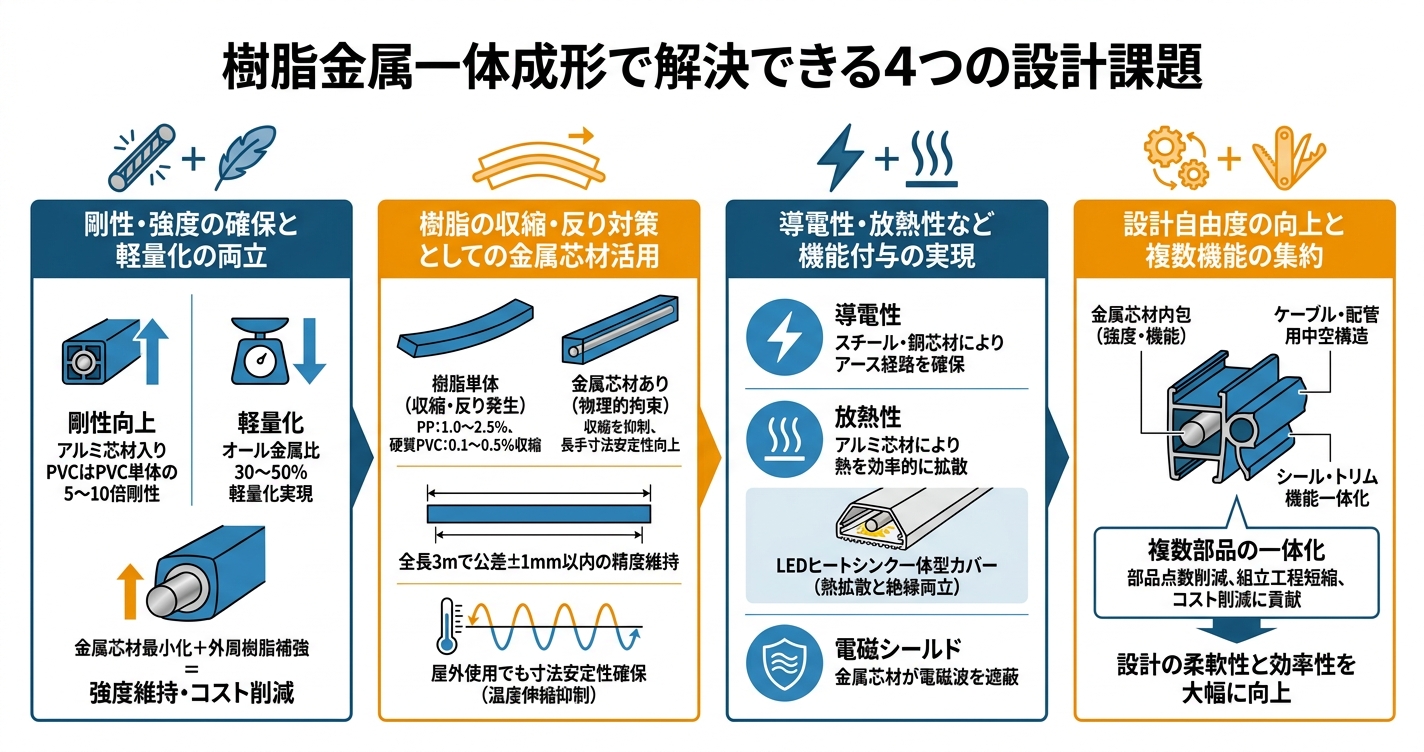
樹脂単体では曲げ剛性が不足する部品でも、金属芯材を内包することで大幅な剛性向上が可能です。例えば、アルミ芯材入りPVC押出材は、PVC単体と比較して曲げ剛性が5〜10倍に向上します。
オール金属部品からの置き換えでは、30〜50%の軽量化を実現できるケースがあります。金属芯材を必要最小限の断面積に設計し、外周を樹脂で補うことで、強度を維持しながら重量とコストを削減できます。
樹脂は冷却時に収縮し、長尺部品では反りや寸法変化が生じやすい材料です。PP(ポリプロピレン)の成形収縮率は1.0〜2.5%、PVC(硬質)でも0.1〜0.5%程度の収縮が発生します。
金属芯材は収縮を物理的に拘束する役割を果たします。芯材があることで長手方向の寸法安定性が格段に向上し、全長3m品でも公差±1mm以内の精度を維持できます。温度変化による伸縮も金属芯材が抑制するため、屋外使用製品でも寸法安定性を確保できます。
樹脂は本来、電気絶縁体であり熱伝導率も低い材料です。しかし、金属芯材を内包することで以下の機能を付与できます。
例えば、LED照明のヒートシンク一体型カバーでは、アルミ芯材で放熱しつつ、樹脂外装で光拡散と絶縁を両立させる設計が可能です。
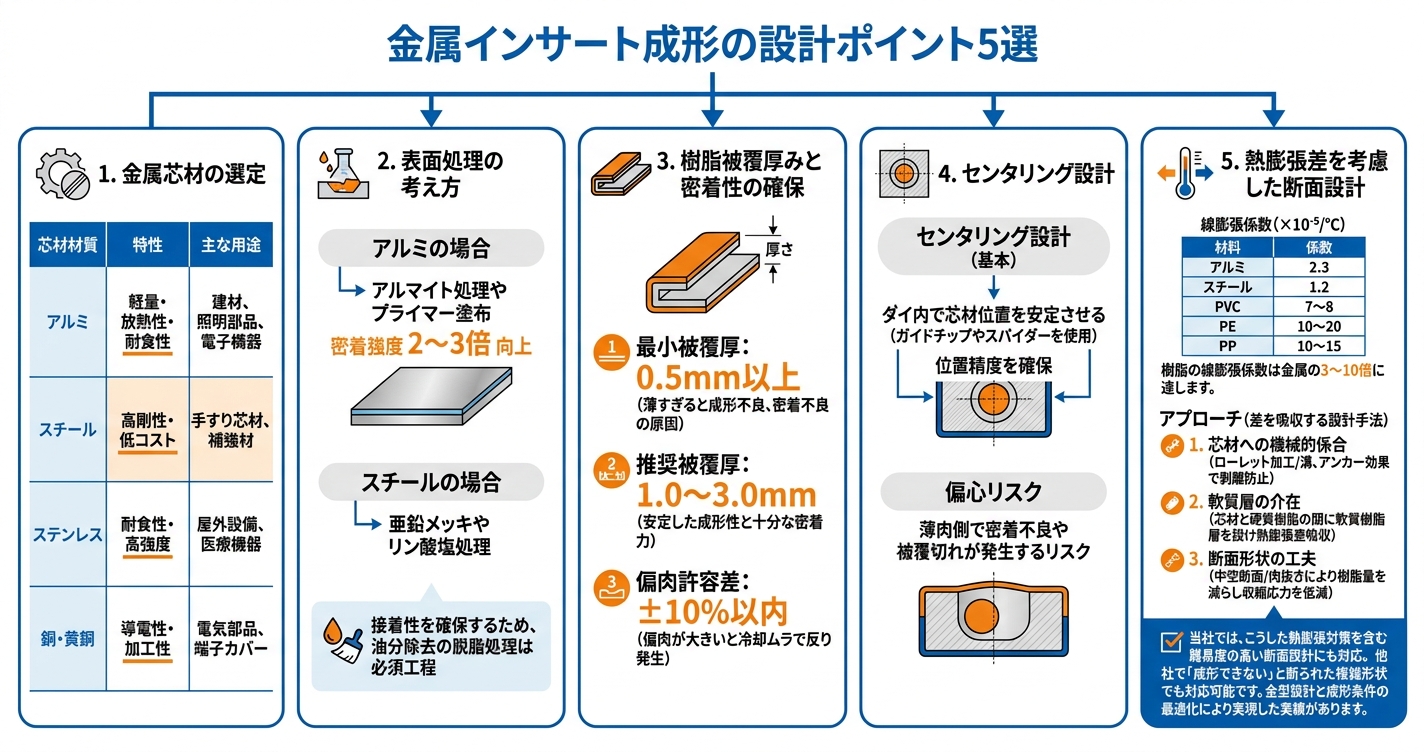
材質選定は、製品に求められる特性とコストのバランスで決定します。
| 芯材材質 | 特性 | 主な用途 |
|---|---|---|
| アルミ | 軽量・放熱性・耐食性 | 建材、照明部品、電子機器 |
| スチール | 高剛性・低コスト | 手すり芯材、補強材 |
| ステンレス | 耐食性・高強度 | 屋外設備、医療機器 |
| 銅・黄銅 | 導電性・加工性 | 電気部品、端子カバー |
表面処理は樹脂との密着性を左右する重要因素です。アルミの場合、アルマイト処理やプライマー塗布により密着強度が2〜3倍向上します。スチールでは亜鉛メッキやリン酸塩処理が一般的です。接着性を確保するため、油分除去のための脱脂処理は必須工程となります。
被覆厚みは製品機能と成形性の両面から決定します。一般的な目安は以下の通りです。
芯材を断面中心に配置する「センタリング設計」が基本です。ダイ内で芯材位置を安定させるため、ガイドチップやスパイダーを用いて位置精度を確保します。芯材が偏心すると、薄肉側で密着不良や被覆切れが発生するリスクがあります。
金属と樹脂の線膨張係数には大きな差があり、温度変化で剥離やクラックが生じる原因となります。
| 材料 | 線膨張係数(×10⁻⁵/℃) |
|---|---|
| アルミ | 2.3 |
| スチール | 1.2 |
| PVC | 7〜8 |
| PE | 10〜20 |
| PP | 10〜15 |
樹脂の線膨張係数は金属の3〜10倍に達します。この差を吸収する設計手法として、以下のアプローチが有効です。
当社では、こうした熱膨張対策を含む難易度の高い断面設計にも対応しています。他社で「成形できない」と断られた複雑形状でも対応可能です。金型設計と成形条件の最適化により実現した実績があります。
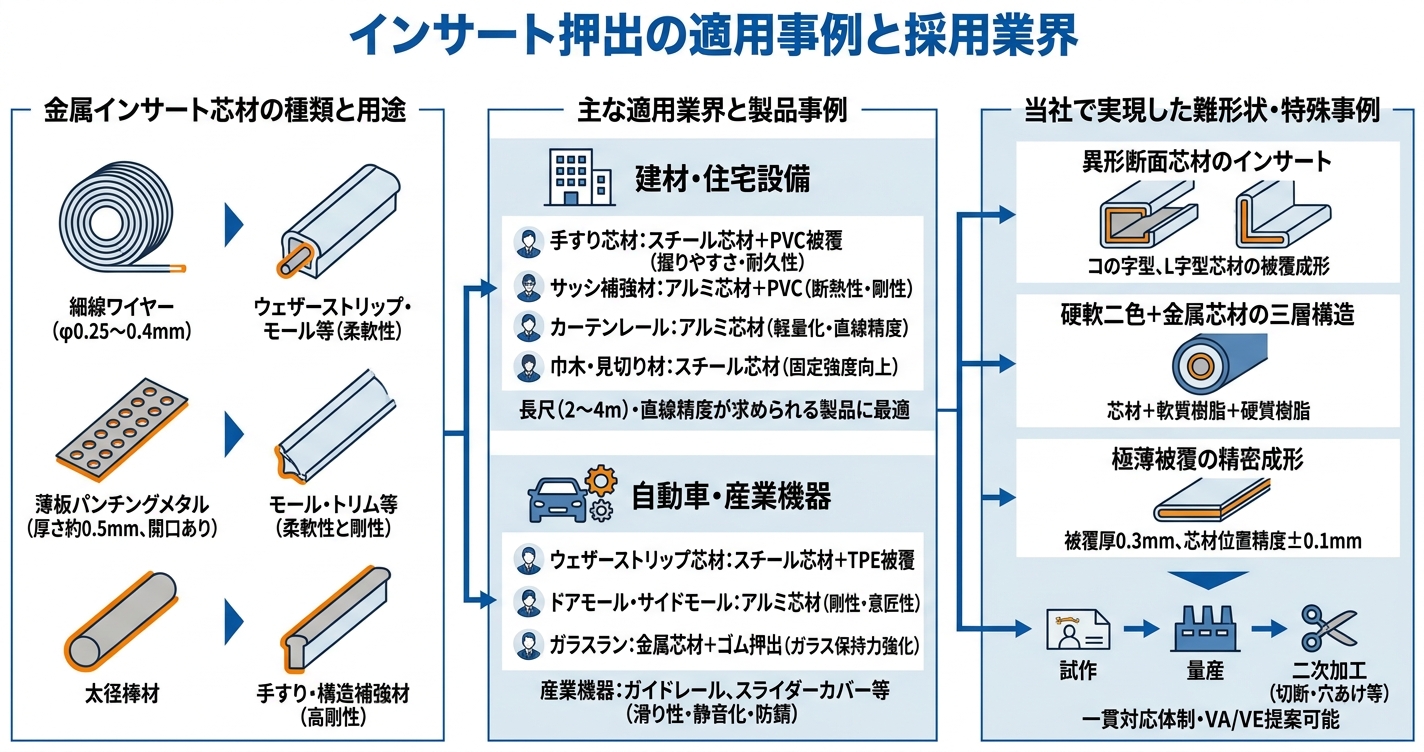
金属インサートの芯材は用途により形態が異なりますが、実務で多用されるのは細線ワイヤー(φ0.25〜0.4mm)と薄板パンチングメタル(厚さ約0.5mm、開口あり)です。手すりなど構造補強が必要な用途では太径棒材も使用されますが、ウェザーストリップやモールなど柔軟性が求められる用途では細線ワイヤーやパンチングメタルが標準的に採用されます。
建材分野は金属インサート押出の主要な適用領域です。
これらの製品では、長尺(2〜4m)で直線精度が求められるため、押出成形のインサート技術が最適です。
自動車業界では軽量化ニーズから金属インサート成形の採用が拡大しています。
産業機器分野では、ガイドレール、スライダーカバー、配線保護材などに採用されています。金属レールを樹脂で被覆することで、滑り性向上、静音化、防錆効果を付与できます。
金属インサート成形には技術的な制約が多く、複雑な断面形状や特殊な材料組み合わせは対応できる成形会社が限られます。
当社では以下のような難易度の高い案件を実現してきました。
試作段階から量産、さらに切断や穴あけ等の二次加工まで一貫して対応できる体制を整えています。構想段階でのご相談も歓迎しており、図面化前のアイデアベースからVA/VE提案を含めた検討が可能です。
金属インサート成形は、金属と樹脂の長所を組み合わせることで、剛性確保・軽量化・寸法安定性・機能付与といった設計課題を解決する技術です。押出成形でのインサートは、長尺部品の連続生産に適しており、建材・自動車・産業機器など幅広い分野で採用されています。
設計時のポイントは、芯材材質の選定、被覆厚みと偏肉管理、熱膨張差への対策です。これらを適切に設計することで、金属と樹脂が剥離せず長期安定性を保つ製品が実現します。
当社では2,000型以上の金型製作実績をもとに、難形状の金属インサート成形にも対応しています。他社で断られた案件や、試作段階からの一貫対応をご希望の方は、お気軽にご相談ください。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。

デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。



