目次
「製品の表面仕上げにコストがかかりすぎている」「後貼りフィルムの剥がれが品質クレームにつながっている」——こうした課題を抱える製品設計者や購買担当者は少なくありません。
塗装や印刷、後貼りラミネートといった従来の表面加工は、工程数の増加やコスト上昇の要因となります。さらに、後工程で貼り付けたフィルムは密着性に限界があり、剥離リスクを完全には排除できません。
そこで注目されているのが「フィルム貼り成形」です。押出成形と同時にフィルムを積層する本技術は、工程削減・品質向上・コストダウンを同時に実現します。本記事では、インモールドラミネーションの仕組みからメリット、設計時の注意点まで詳しく解説します。

フィルム貼り成形は、「インモールドラミネーション」とも呼ばれる押出成形技術です。押出成形機から溶融樹脂が金型を通過する際、同時にフィルムを供給して一体化させます。
具体的なプロセスは以下の通りです。
この方式では、樹脂とフィルムが分子レベルで融着します。接着剤を使用する後貼り方式とは根本的に異なる接合メカニズムです。
従来の後貼りラミネートとフィルム貼り成形には、明確な違いがあります。
| 比較項目 | フィルム貼り成形 | 後貼りラミネート |
|---|---|---|
| 工程数 | 成形と同時(1工程) | 成形後に貼り付け(2工程以上) |
| 密着強度 | 熱融着により強固 | 接着剤依存で限界あり |
| 剥離リスク | 極めて低い | 経年劣化で発生しやすい |
| 複雑形状への対応 | 成形時に追従 | 角部・R部で浮きが発生しやすい |
| 製造コスト | 後工程削減で低減 | 人件費・接着剤コストが加算 |
後貼り方式では、成形品の表面状態や環境条件によって接着強度がばらつきます。一方、本手法では成形時の熱で確実に融着するため、品質の安定性が高くなります。
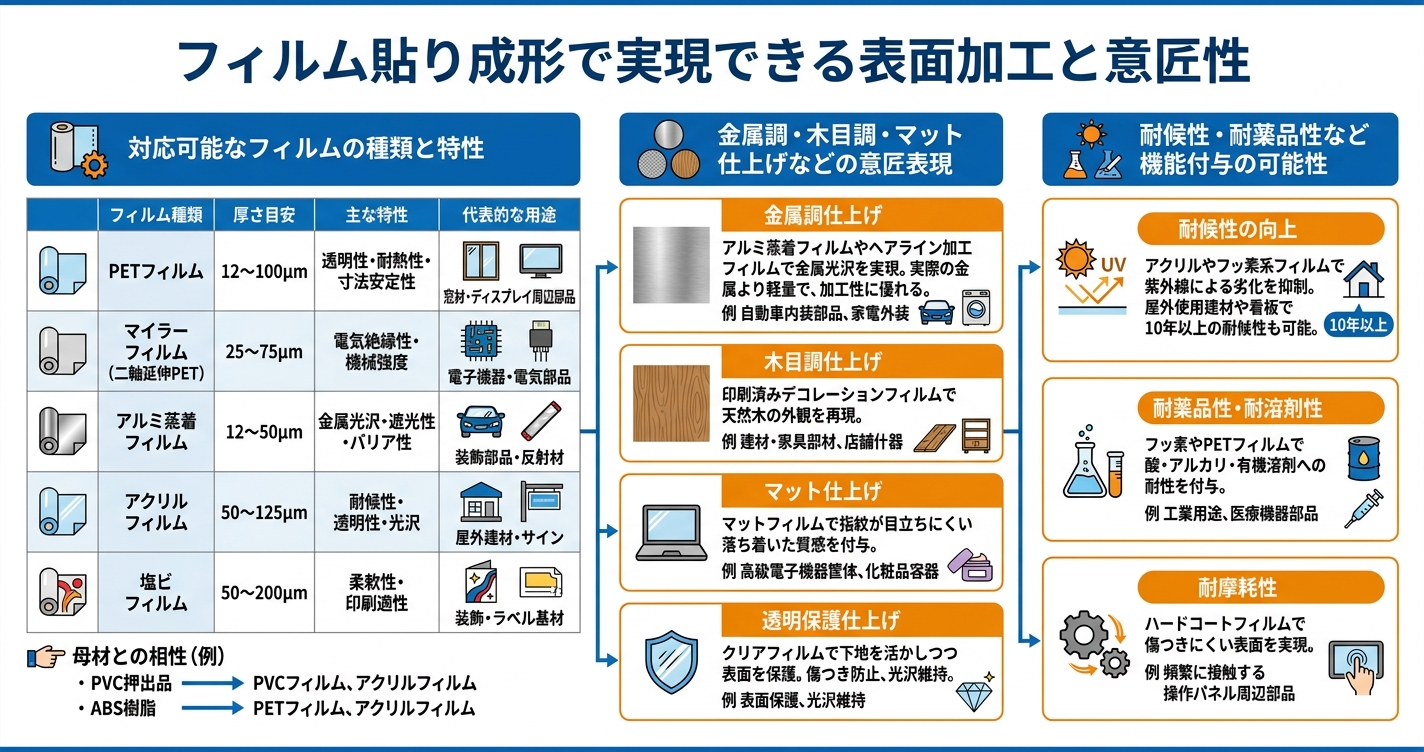
インモールドラミネーションでは、用途に応じて様々なフィルムを選定できます。代表的なフィルムと特性を紹介します。
| フィルム種類 | 厚さ目安 | 主な特性 | 代表的な用途 |
|---|---|---|---|
| PETフィルム | 12〜100μm | 透明性・耐熱性・寸法安定性 | 窓材・ディスプレイ周辺部品 |
| マイラーフィルム(二軸延伸PET) | 25〜75μm | 電気絶縁性・機械強度 | 電子機器・電気部品 |
| アルミ蒸着フィルム | 12〜50μm | 金属光沢・遮光性・バリア性 | 装飾部品・反射材 |
| アクリルフィルム | 50〜125μm | 耐候性・透明性・光沢 | 屋外建材・サイン |
| 塩ビフィルム | 50〜200μm | 柔軟性・印刷適性 | 装飾・ラベル基材 |
母材となる押出樹脂との相性も重要です。例えば、PVC(ポリ塩化ビニル)押出品にはPVCフィルムやアクリルフィルムが適合性に優れます。ABS樹脂にはPETフィルムやアクリルフィルムとの組み合わせが一般的です。
本技術の大きな魅力は、多彩な意匠表現が可能な点です。
金属調仕上げ
アルミ蒸着フィルムやヘアライン加工フィルムを使用することで、金属のような光沢を実現します。実際の金属より軽量で、加工性にも優れます。自動車内装部品や家電外装に多く採用されています。
木目調仕上げ
印刷済みのデコレーションフィルムを積層し、天然木のような外観を再現します。建材・家具部材・店舗什器などで本物の木材代替として使用されます。
マット仕上げ
マットフィルムの積層により、指紋が目立ちにくい落ち着いた質感を付与します。高級感のある電子機器筐体や化粧品容器などに適しています。
透明保護仕上げ
クリアフィルムを積層することで、下地の色味を活かしながら表面を保護します。傷つき防止や光沢維持に効果的です。
意匠性だけでなく、機能性の付与もフィルム貼り成形の重要なメリットです。
耐候性の向上
アクリルフィルムやフッ素系フィルムを積層することで、紫外線による劣化を抑制します。屋外使用の建材や看板では、10年以上の耐候性が求められるケースがあります。フィルム積層により、母材樹脂単体では実現困難な長期耐久性を確保できます。
耐薬品性・耐溶剤性
フッ素フィルムやPETフィルムは、酸・アルカリ・有機溶剤に対する耐性を持ちます。工業用途や医療機器部品で要求される耐薬品性を、表面フィルムで付与することが可能です。
耐摩耗性
ハードコートフィルムの積層により、傷つきにくい表面を実現します。頻繁に接触する操作パネル周辺部品などで有効です。
本手法の最大のメリットは、後工程の大幅な削減です。
従来方式で金属調仕上げを行う場合の工程を比較してみます。
従来方式(塗装仕上げ)
成形 → 脱脂 → 下塗り → 乾燥 → 上塗り → 乾燥 → 検査 → 出荷
(7〜8工程)
従来方式(後貼りラミネート)
成形 → 表面処理 → 接着剤塗布 → フィルム貼り → プレス → 検査 → 出荷
(6〜7工程)
フィルム貼り成形
成形(フィルム積層同時) → 検査 → 出荷
(2〜3工程)
工程数の削減は、直接的なコストダウンにつながります。具体的には以下の効果が期待できます。
量産ロットが大きいほど、工程削減によるコストメリットは拡大します。
品質面でも、インモールドラミネーションは明確な優位性を持ちます。
高い密着強度
溶融樹脂の熱によってフィルムと母材が融着するため、接着剤方式を大きく上回る密着強度を実現します。JIS K 6854に基づく剥離試験では、母材破壊が先行するレベル(剥離強度10N/cm以上)の接合強度が得られるケースも珍しくありません。
剥離リスクの低減
後貼りフィルムで発生しやすい「端部からの剥がれ」「経年による浮き」といった問題が、本手法ではほとんど発生しません。接着剤の劣化という要因自体が存在しないためです。
品質の安定性
成形条件を管理することで、安定した品質を維持できます。後貼り工程では作業者の技量や環境条件(温度・湿度)の影響を受けやすいですが、この手法ではこれらの変動要因を排除できます。
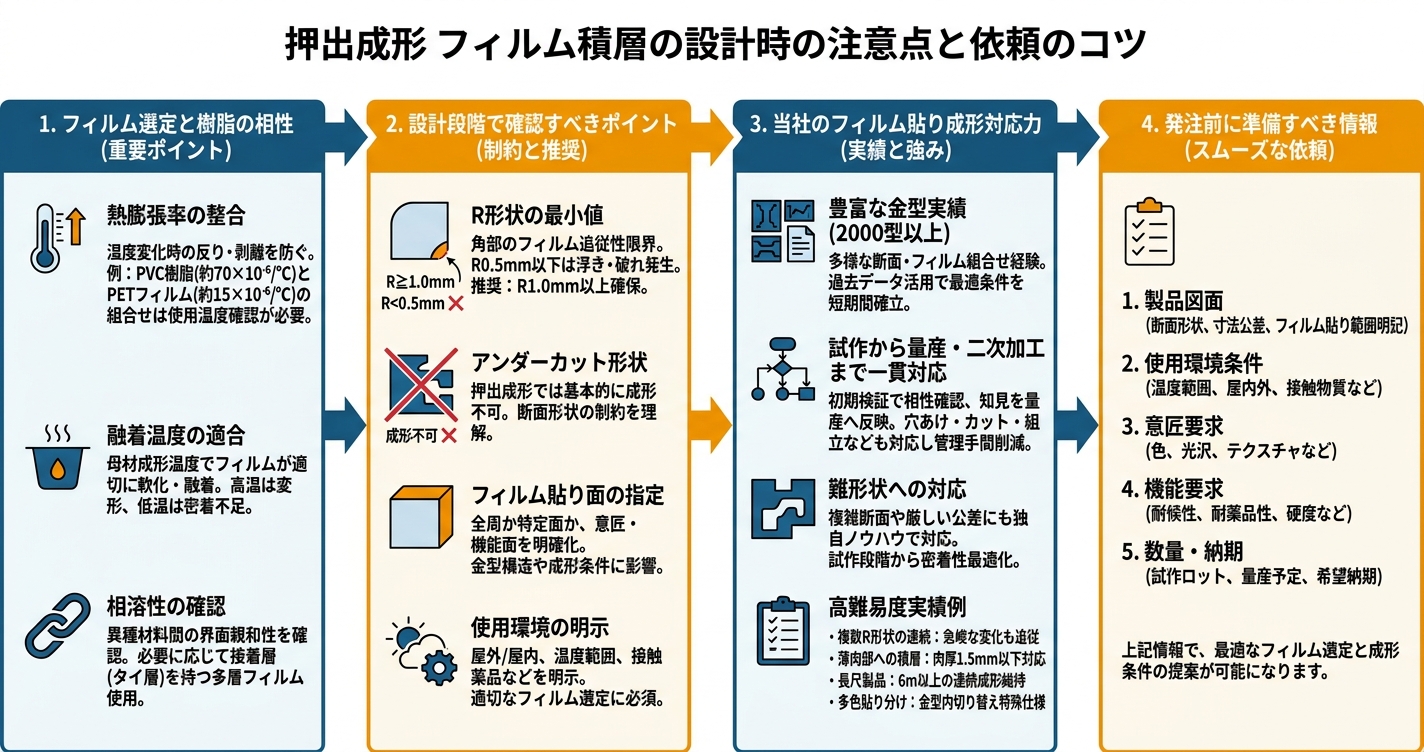
フィルム貼り成形を成功させるには、フィルムと母材樹脂の相性が重要です。
熱膨張率の整合
フィルムと母材樹脂の熱膨張係数が大きく異なると、温度変化時に反りや剥離が発生します。例えば、PVC樹脂(線膨張係数:約70×10⁻⁶/℃)とPETフィルム(線膨張係数:約15×10⁻⁶/℃)の組み合わせでは、使用温度範囲の確認が必要です。
融着温度の適合
母材樹脂の成形温度域で、フィルムが適切に軟化・融着する必要があります。成形温度が高すぎるとフィルムが溶融・変形し、低すぎると十分な密着が得られません。
相溶性の確認
異種材料の組み合わせでは、界面での親和性が密着強度に影響します。必要に応じて、接着層(タイ層)を持つ多層フィルムを使用します。
フィルム貼り成形を前提とした製品設計では、以下の点を事前に確認してください。
R形状の最小値
角部やR部では、フィルムの追従性に限界があります。一般的に、R0.5mm以下の鋭角部ではフィルムの浮きや破れが発生しやすくなります。R1.0mm以上を確保することを推奨します。
アンダーカット形状
押出成形の特性上、アンダーカット形状は基本的に成形できません。本技術の有無にかかわらず、断面形状の制約を理解しておく必要があります。
フィルム貼り面の指定
全周フィルム貼りか、特定面のみかで金型構造や成形条件が変わります。意匠面や機能が必要な面を明確に指定してください。
使用環境の明示
屋外/屋内、温度範囲、接触する薬品類など、使用環境を明確にすることで適切なフィルム選定が可能になります。
当社では、インモールドラミネーションを得意技術の一つとして位置づけています。
豊富な金型実績
2000型以上の金型製作実績があり、様々な断面形状・フィルム種類の組み合わせを経験しています。過去の実績データを活用し、最適な成形条件を短期間で確立できます。
試作から量産・二次加工まで一貫対応
初期検証段階でフィルムとの相性を確認し、量産時の品質を確保します。得られた知見をそのまま量産に反映できるため、立ち上げ時のトラブルを最小化できます。さらに、成形後の穴あけ・カット・組立などの二次加工まで一貫対応が可能です。これにより、複数業者への発注や工程管理の手間を削減できます。
難形状への対応
他社で断られた複雑な断面形状や、厳しい寸法公差が求められる案件にも対応可能です。独自の金型設計ノウハウと成形技術により、試作段階からフィルム密着性を最適化します。
特に以下のような難易度の高い要求に実績があります。
スムーズな見積もり・試作のために、以下の情報をご用意ください。
これらの情報が揃っていれば、最適なフィルム選定と成形条件の提案が可能になります。
フィルム貼り成形(インモールドラミネーション)は、押出成形と同時にフィルムを積層する技術です。後工程削減によるコストダウン、熱融着による高い密着強度、多彩な意匠表現という3つの大きなメリットがあります。
従来の塗装や後貼りラミネートでは、工程数の増加やコスト上昇、剥離リスクが課題となっていました。本技術はこれらの問題を根本から解決します。
設計段階でフィルムと樹脂の相性、R形状の制約、使用環境を考慮することで、安定した品質とコストメリットを両立できます。
当社は2000型以上の金型実績を持ち、試作から量産、穴あけ・カットなどの二次加工まで一貫対応が可能です。難形状への対応や特殊仕様にも豊富な経験があります。
フィルム貼り成形に関するご相談や、製品へ の適用可否判断は、図面と使用条件をお知らせいただければ迅速に対応いたします。表面加工のコストダウンと品質向上を同時に実現したい方は、ぜひ押出成形フィルム積層技術をご検討ください。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。

デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。



