目次
「押出成形品に穴あけが必要だが、後工程で対応すれば問題ないだろう」——この判断が、実は製造コストを大きく膨らませる原因になっています。
押出成形における二次加工は、設計段階で検討するかどうかで総コストが大きく変わります。後から穴を開ける、後から切り欠きを入れる。こうした判断の先送りが、工数増加・品質低下・納期遅延という三重苦を招くケースは少なくありません。
本記事では、押出成形の二次加工で発生しがちなコスト増の要因を整理し、設計段階から追加工程を盛り込むことで実現できるコスト削減手法を具体的に解説します。
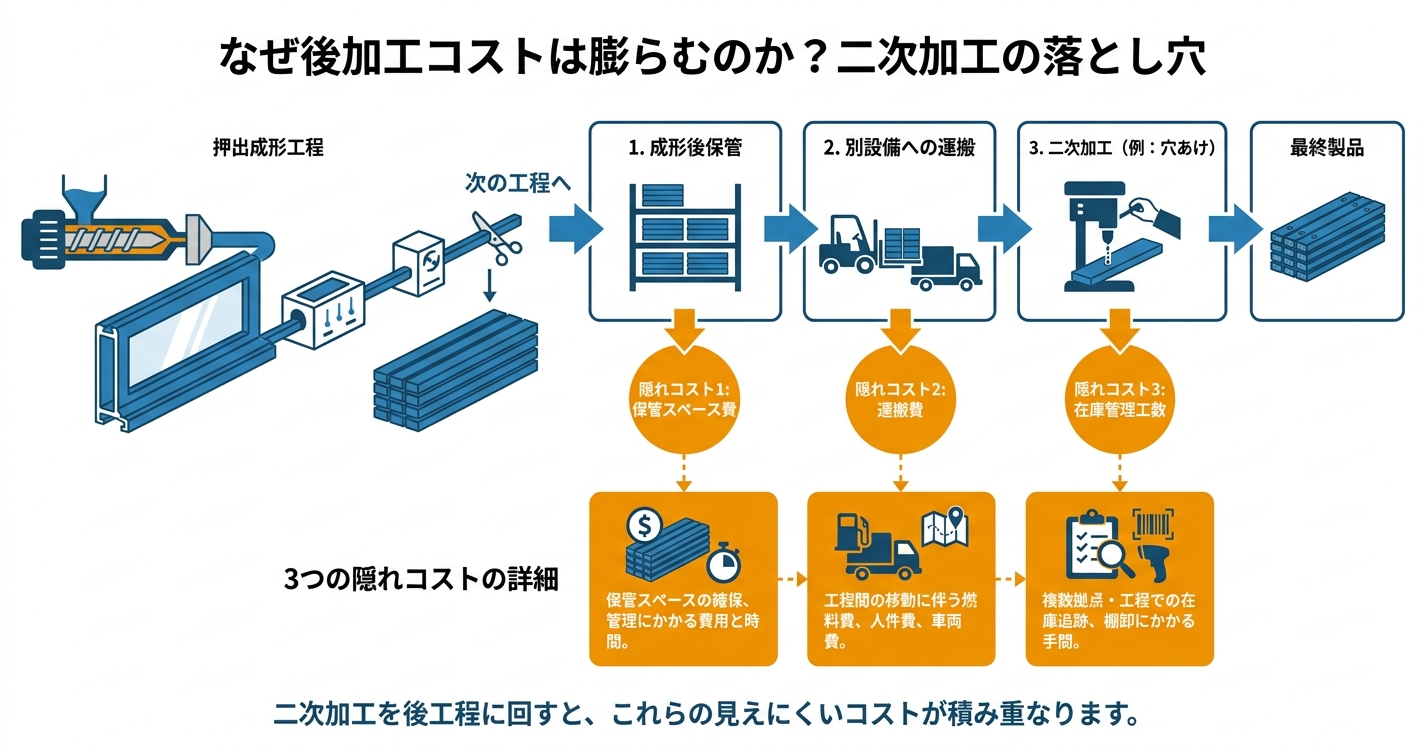
押出成形品の二次加工を後工程に回すと、見えにくいコストが積み重なります。代表的な3つの隠れコストを確認しましょう。
1. 工程間の運搬・保管コスト
成形工程と追加工程が分離すると、製品の移動が発生します。成形後にいったん保管し、別の設備へ運搬し、処理後に再度保管する。この一連の流れで、運搬費・保管スペース費・在庫管理工数が発生します。
PVC(ポリ塩化ビニル)やABS樹脂の押出成形品では、1ロットあたり数百〜数千本の製品を扱います。運搬回数が増えるほど、コストは比例して膨らみます。
2. 段取り替えによる加工コスト増
二次処理では、穴あけ用の治具セット、位置決め調整、加工機の段取り替えが必要です。ABS成形品のボール盤加工では段取り時間45〜60分程度かかることも珍しくありません。小ロット多品種の場合、段取り時間の合計が加工時間を上回るケースすらあります。
3. 品質検査の重複コスト
成形後に一度検査し、処理後に再度検査する。工程が分かれるたびに検査工数が増加します。とくに寸法精度が求められる部品では、前後の測定が必須となり、検査コストが倍増することもあります。
| 隠れコスト項目 | 発生要因 | 影響度 |
|---|---|---|
| 運搬・保管 | 工程分離による移動増加 | 中〜高 |
| 段取り替え | 治具セット・調整 | 高 |
| 検査重複 | 工程ごとの品質確認 | 中 |
後工程には、コストだけでなく品質面のリスクも潜んでいます。
成形品への機械的ダメージ
押出成形品は、成形直後は内部応力が残っています。この状態でドリル加工やプレス打ち抜きを行うと、クラック(ひび割れ)が発生するリスクがあります。とくにPC(ポリカーボネート)やPMMA(アクリル)など、脆性が高い樹脂では注意が必要です。
寸法精度のばらつき
押出成形品は、冷却収縮や反りによって寸法が微妙に変化します。成形後に時間が経過した製品を処理すると、穴位置や切断寸法にばらつきが生じやすくなります。PP(ポリプロピレン)では成形後24時間で0.5〜1.0%程度の収縮が発生することもあります。
表面品質の低下
後工程でのクランプ傷、切削バリ、加工油の付着など、表面品質を損なう要因が増えます。外観品質が求められる製品では、これらの問題が不良率上昇に直結します。
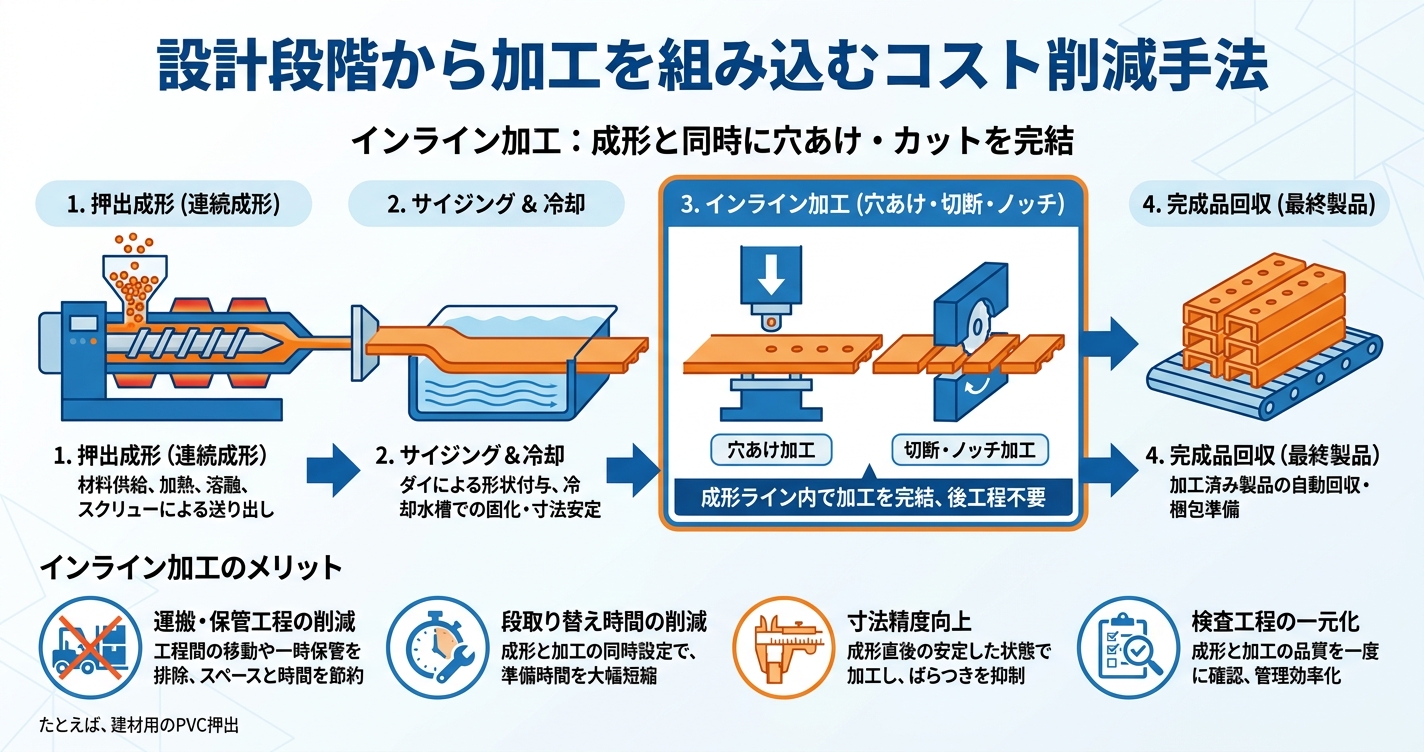
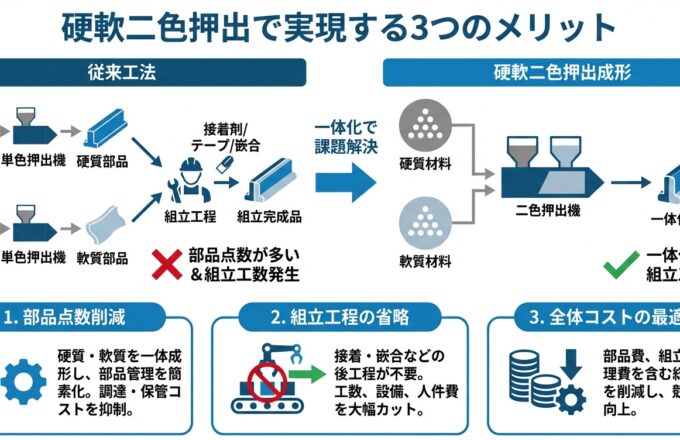
インライン加工とは、押出成形ラインの中に穴あけ・切断・ノッチ加工などの工程を組み込む手法です。成形と同時に処理が完了するため、後工程が不要になります。
インライン加工のメリット
たとえば、建材用のPVC押出成形品では、成形温度160〜190℃でラインを通過します。この直後に穴あけユニットを配置することで、樹脂が適度な柔軟性を保った状態で処理できます。硬化後に加工するよりもバリが少なく、工具摩耗も抑えられます。
当社では、成形ラインに穴あけ・カット等の設備を組み込むインライン加工に対応しています。成形から加工まで一貫して対応することで、工程間のロスを最小化できます。
二次処理を減らすもう一つのアプローチは、金型設計の段階で形状を作り込むことです。
金型で対応できる形状例
押出成形の特性上、断面形状は金型で自由に設計できます。「後から切り欠きを入れる」予定の形状も、金型段階で溝として設計すれば後加工が不要になります。
ただし、長手方向に対して垂直な穴や、位置が不規則な加工は金型だけでは対応できません。この場合は、インライン加工との組み合わせで解決します。
VA(Value Analysis)・VE(Value Engineering)の視点で工程全体を見直すことも有効です。
VA/VE提案の具体例
当社では、他社で断られた難形状案件の受け入れや、VA/VE提案による工程改善を積極的に行っています。「この形状は加工が難しい」と言われた案件でも、設計段階から相談いただければ解決策を提示できる場合があります。
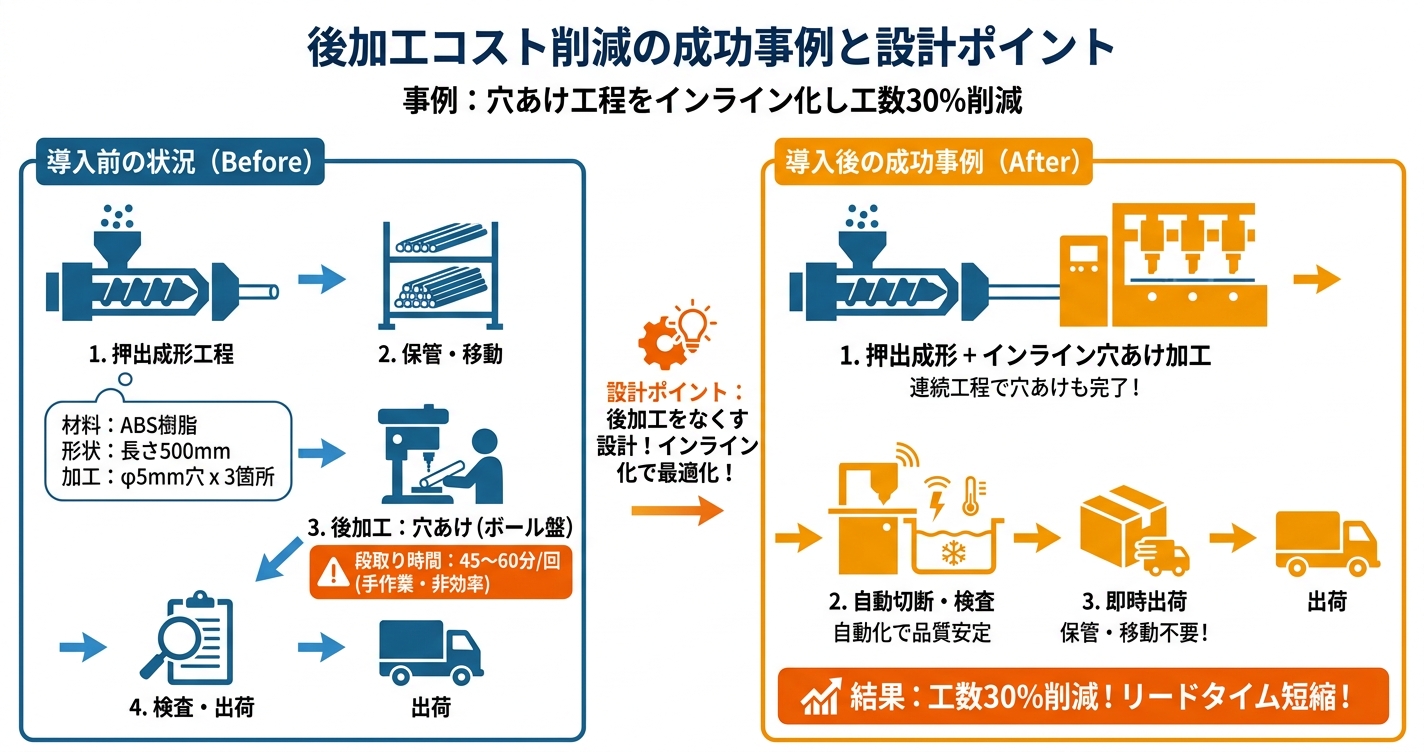
ある電子機器メーカー向けの樹脂カバー部品で、インライン加工を導入した事例を紹介します。
導入前の状況
この工程では、穴あけのために1本ずつ治具にセットする必要がありました。段取り時間と加工時間を合わせると、成形時間の1.5倍の工数がかかっていました。
インライン化後の改善
結果として、穴あけ工程の工数を従来比30%削減しました。運搬・保管コストも削減され、トータルの製造コストは約20%低減しています。
設計段階で加工要件を明確にしておくと、メーカーとの打ち合わせがスムーズになります。
| チェック項目 | 確認内容 |
|---|---|
| 穴加工 | 穴径・位置・ピッチ・公差を図面に明記 |
| カット | 定寸カットの長さ・公差・端面処理の要否 |
| ノッチ・切り欠き | 形状・深さ・位置の指定 |
| 仕上げ | 面取り・バリ取り・加工面の仕上げ要件 |
| 印字 | ロット番号・品番の印字要否 |
| 検査 | 寸法の検査方法・頻度 |
メーカーへの相談タイミング
設計初期段階(構想設計〜基本設計)でメーカーに相談することを推奨します。詳細設計が完了してから相談すると、金型設計や工程設計のやり直しが発生する可能性があります。
「この形状に穴を開けたい」「この位置でカットしたい」という要件が決まった時点で、早めに相談することがコスト削減の第一歩です。
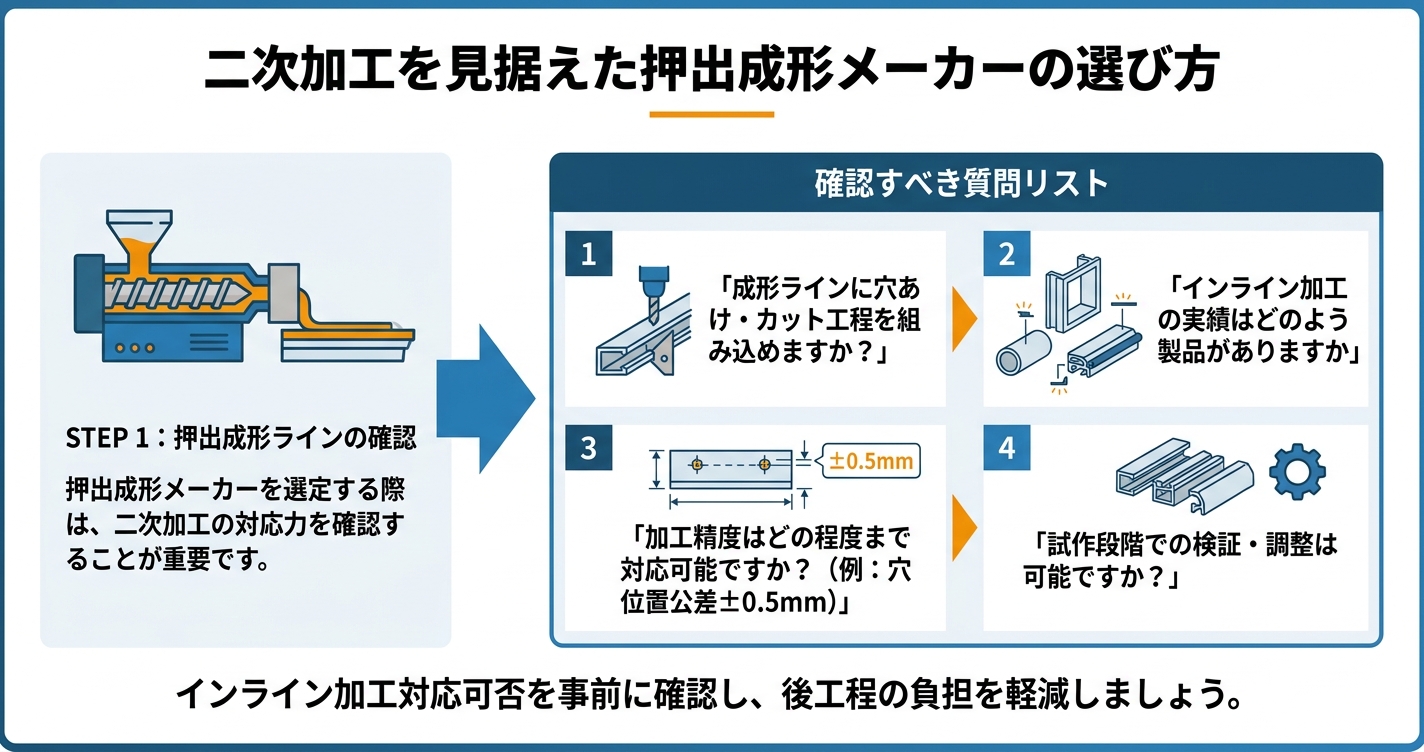
押出成形メーカーを選定する際は、二次加工の対応力を確認することが重要です。以下の質問を参考にしてください。
確認すべき質問リスト
これらの質問に対して具体的な実績や数値で回答できるメーカーは、インライン加工のノウハウを持っていると判断できます。
量産段階になってから二次加工を検討すると、以下の問題が発生します。
試作段階から要件を共有しておけば、金型設計・成形条件・加工工程を一体で最適化できます。量産移行後のトラブルを未然に防ぎ、初回量産から安定した品質とコストを実現できます。
当社では、試作から量産・二次加工まで一貫対応しています。2000型以上の金型製作実績をもとに、設計段階から加工要件を踏まえた提案が可能です。
押出成形の二次加工は、「後から対応すればよい」という考え方がコスト増・品質リスクを招く典型的な領域です。
本記事のポイントを整理します。
押出成形品の設計段階で「この部品にはどんな加工が必要か」を明確にし、成形メーカーと早期に共有すること。これが二次加工コスト削減の最も確実な方法です。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。

デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。