本記事では、硬軟二色押出の基本原理から、コスト削減効果、設計自由度の拡大まで詳しく解説します。部品点数の削減や組立工程の効率化を検討されている方は、ぜひ最後までお読みください。
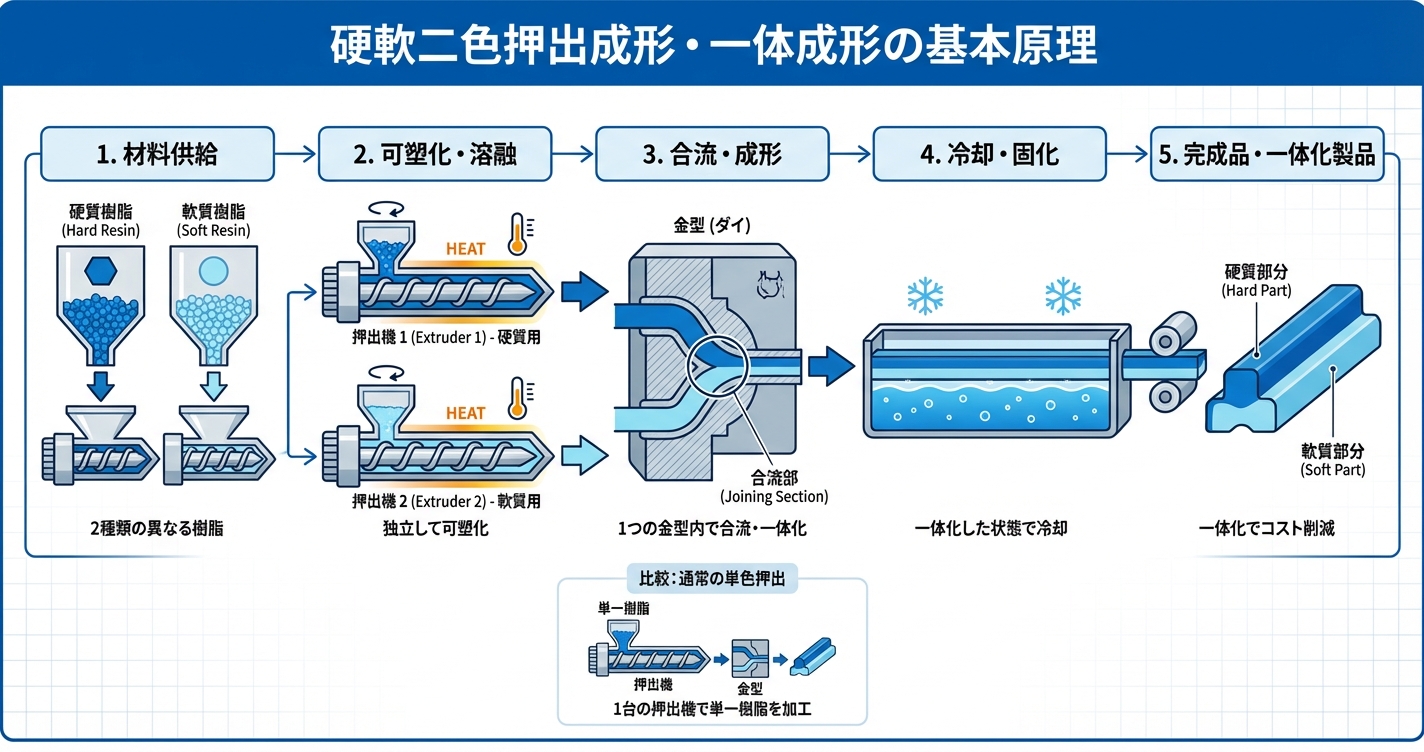
硬軟二色押出成形とは、2台の押出機を使用して異なる樹脂を同時に金型へ供給する技術です。1つの金型内で硬質樹脂と軟質樹脂が合流し、一体化した状態で押し出されます。
成形プロセスは以下の流れで進行します。
| 工程 | 内容 |
|---|---|
| 1. 材料供給 | 2台の押出機にそれぞれ硬質・軟質樹脂を投入 |
| 2. 溶融・可塑化 | 各押出機で樹脂を加熱溶融(温度は樹脂により異なる) |
| 3. 金型内合流 | 専用金型内で2種類の溶融樹脂が接触・融着 |
| 4. 冷却・引取 | 冷却水槽を通過させ、形状を固定 |
| 5. 切断・検査 | 所定の長さにカットし、品質検査を実施 |
上記の工程において、最も重要なのが金型内での樹脂の合流位置と温度管理です。硬質部と軟質部の境界面で十分な融着強度を得るには、両樹脂の溶融温度を適切にコントロールする必要があります。例えば、硬質PVCと軟質PVCの組み合わせでは、成形温度160〜190℃の範囲で調整するのが一般的です。
硬軟二色押出では、樹脂同士の「相溶性」が品質を左右します。相溶性とは、異なる樹脂が分子レベルで混ざり合い、強固に接着する性質のことです。
代表的な組み合わせを以下に示します。
| 硬質樹脂 | 軟質樹脂 | 主な用途 | 相溶性 |
|---|---|---|---|
| 硬質PVC | 軟質PVC・TPE | 建材・サッシ部材 | ◎ |
| ABS | TPE(熱可塑性エラストマー) | 工具グリップ・家電部品 | ○ |
| PP(ポリプロピレン) | TPO(オレフィン系エラストマー) | 自動車内装部品 | ◎ |
| PC(ポリカーボネート) | TPU(ウレタン系エラストマー) | 電子機器筐体 | ○ |
相溶性が低い樹脂同士を組み合わせると、境界面で剥離が発生するリスクがあります。材料選定の段階で相溶性を確認し、必要に応じて接着性を高める改質グレードを選択することが重要です。
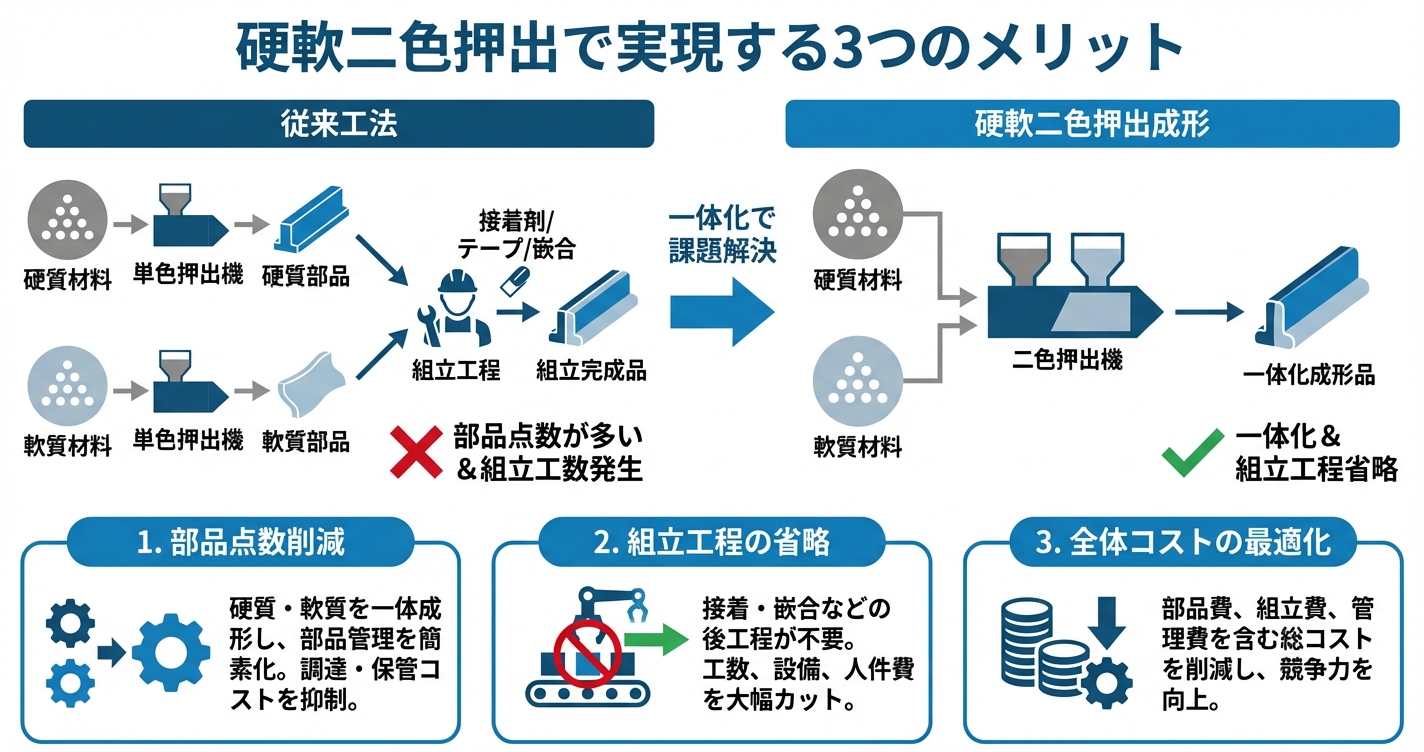
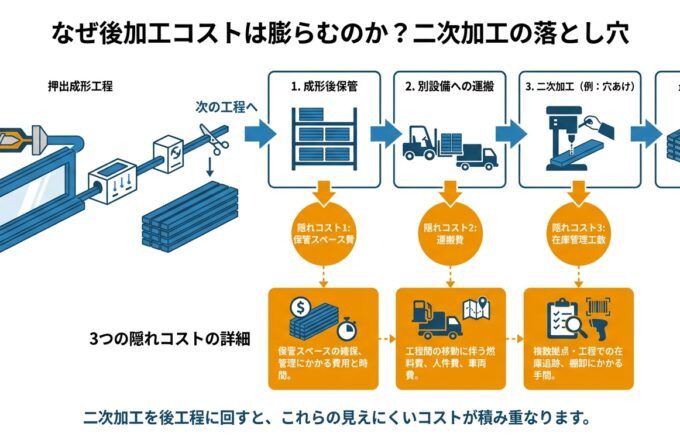
従来の製造方法では、硬質部品と軟質部品を別々に成形し、接着剤で貼り合わせていました。この方式には以下の工程が必要です。
硬軟二色押出成形では、これらの工程が「1回の成形」に集約されます。接着作業に要していた人件費を大幅に削減できるだけでなく、接着剤の材料費も不要になります。
建材メーカー複数社の実績では、接着工程の廃止により製造リードタイムが平均して従来比40%短縮されています。人件費換算で年間数百万円規模のコスト削減につながるケースも珍しくありません。
硬質部品と軟質部品を別々に管理する場合、それぞれに型番・ロット管理・在庫スペースが必要です。一体成形に切り替えることで、部品点数は単純計算で半減します。
在庫管理コストの削減効果は以下の通りです。
| 項目 | 従来方式(2部品) | 一体成形(1部品) |
|---|---|---|
| 管理型番数 | 2種類 | 1種類 |
| 在庫スペース | 2倍必要 | 1/2に圧縮 |
| 発注管理工数 | 2回/品目 | 1回/品目 |
| 棚卸し工数 | 2倍 | 1/2に削減 |
さらに、部品の組み合わせミスによる不良も原理的に発生しません。資材購買担当者にとっては、発注先の集約による管理負荷の軽減も大きなメリットです。
接着工程では、以下のような品質リスクが常に存在します。
硬軟二色押出成形では、樹脂同士が溶融状態で融着するため、接着剤起因の不良は発生しません。境界面の接着強度は樹脂自体の物性で決まり、ロット間のばらつきも最小限に抑えられます。
検査工程も簡略化できます。接着強度の抜き取り検査が不要になり、外観検査と寸法検査に集中できるためです。品質保証コストの削減と出荷リードタイムの短縮を同時に実現できます。
硬軟二色押出成形は、単なるコスト削減手法ではありません。製品の機能性を高める設計ツールとしても活用できます。
硬質部で剛性と取付強度を確保しながら、軟質部で以下の機能を付与できます。
グリップ性の向上
工具のハンドル部分に軟質樹脂を配置することで、握りやすさと滑り止め効果を実現します。硬度はショアA 40〜80の範囲で用途に応じて選択可能です。電動工具や園芸用品のグリップに多く採用されています。
クッション性・衝撃吸収
精密機器の筐体フレームでは、硬質樹脂で本体構造を形成し、軟質樹脂で衝撃吸収部を一体化します。落下時の内部部品保護や、振動の減衰効果が得られます。
触感・意匠性の向上
家電製品の操作部やカバー部材では、ソフトタッチな質感が求められます。硬質ベースに軟質樹脂を積層することで、高級感のある触り心地を実現できます。
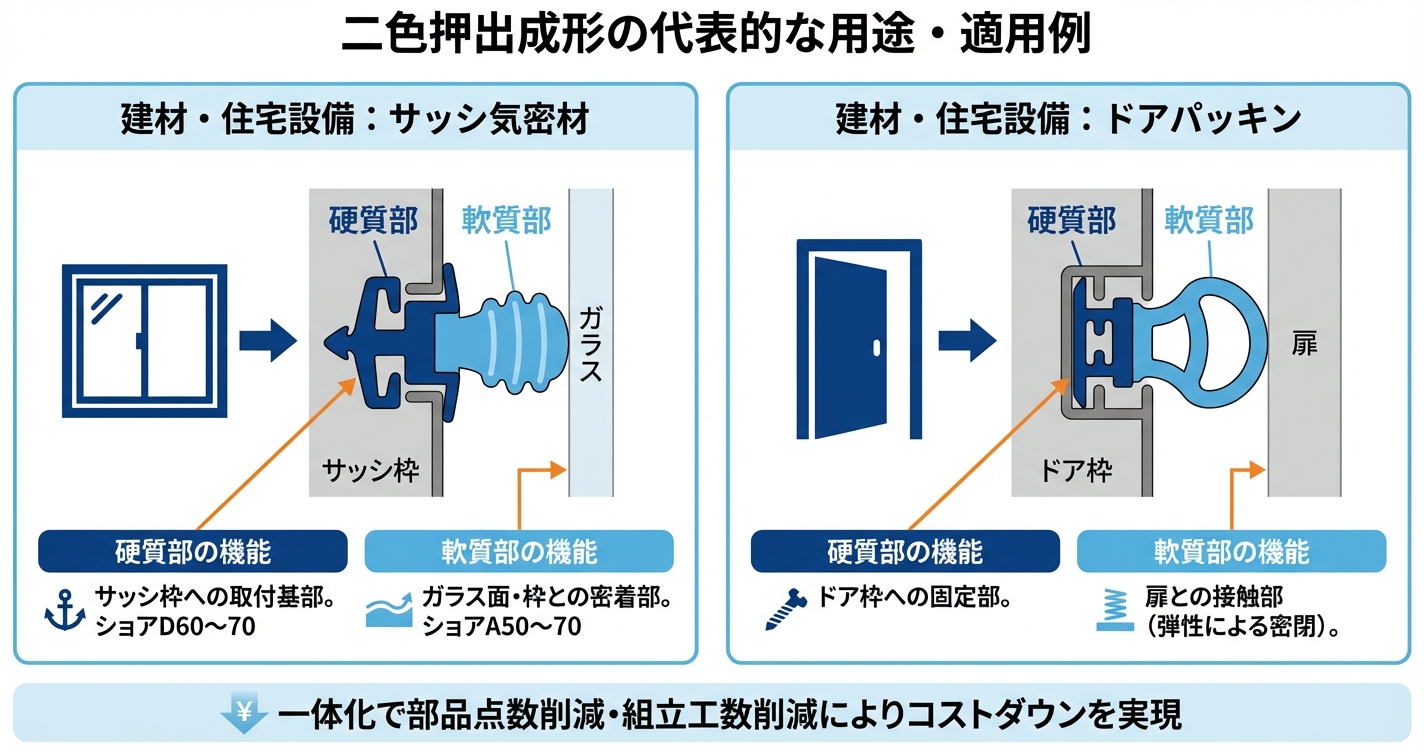
硬軟二色押出成形が最も威力を発揮するのが、シール性・気密性が求められる用途です。
建材分野:ガスケット一体サッシ
アルミサッシや樹脂サッシの気密材として、硬質PVCの取付部と軟質PVC・TPEのシール部を一体成形した製品が広く使われています。窓枠に差し込むだけで気密性を確保でき、現場での施工性も向上します。
自動車分野:ウェザーストリップ
ドア周りのウェザーストリップは、車体への取付部(硬質)と気密リップ部(軟質)の一体構造が一般的です。EPDM(エチレンプロピレンゴム)とPP芯材の組み合わせも多く採用されています。
産業機器分野:防水カバー
制御盤のケーブル引き込み部や、屋外機器のカバー部材では、本体フレームとパッキンの一体成形が有効です。組立工数の削減と防水性能の安定化を両立できます。
これらの用途では、後付けパッキンの脱落リスクがなくなる点も大きなメリットです。
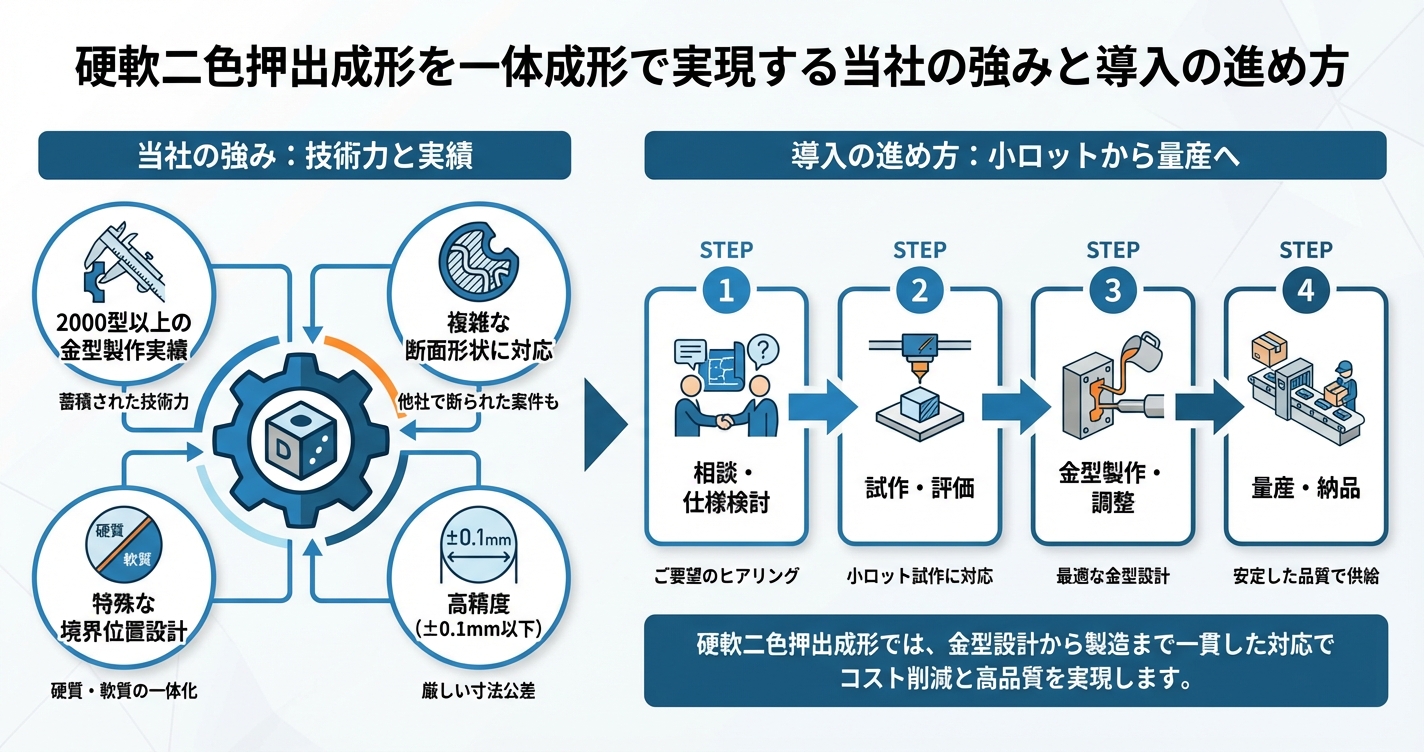
当社では、2000型以上の金型製作実績で培った技術力を活かし、硬軟二色押出成形に対応しています。特に、以下のような案件で多くのご相談をいただいています。
硬軟二色押出では、金型設計の段階で樹脂の流動解析や境界面の融着条件を綿密に検討する必要があります。当社では、長年の経験に基づくノウハウを活かし、図面段階からVA/VE提案を行っています。
実際に、他社で「金型設計が困難」と断られた複雑断面の案件を、独自の流動解析技術で実現した事例が多数あります。特殊な断面形状や、硬軟の境界が複雑に入り組んだ設計でも、豊富な実績を基に最適な成形条件をご提案可能です。
「この形状は成形できるのか」「どの樹脂の組み合わせが最適か」といったご質問にも、具体的な回答をお伝えできます。
製品開発では、試作検証と量産移行のスムーズな連携が重要です。当社では、以下の一貫体制でサポートしています。
| フェーズ | 対応内容 |
|---|---|
| 企画・設計段階 | 材料選定アドバイス、成形性評価、VA/VE提案 |
| 試作段階 | 試作金型製作、サンプル成形、寸法・物性評価 |
| 量産移行 | 量産金型製作、成形条件の最適化、品質基準策定 |
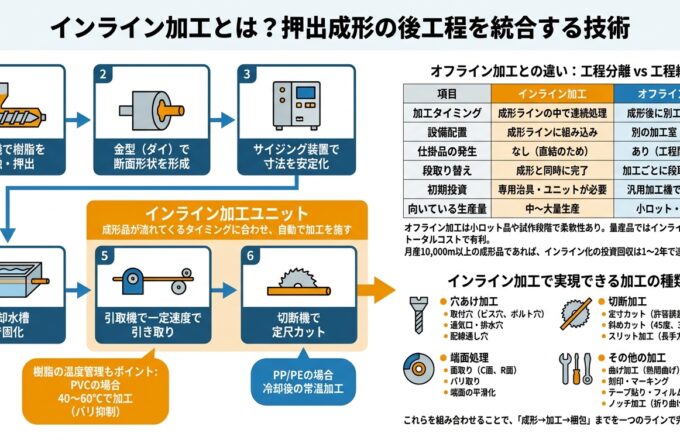
| 量産・二次加工 | 安定生産、穴あけ・カット等のインライン加工 |
試作段階で使用した金型設計データは、量産金型にそのまま反映可能です。試作から量産への移行時に発生しがちな「形状の再調整」や「条件出しのやり直し」を最小限に抑えられます。
また、成形後の穴あけ・切断・曲げ加工などの二次加工も社内で対応しています。複数の協力会社を経由する必要がなく、納期短縮とコミュニケーションコストの削減につながります。
硬軟二色押出成形の導入をスムーズに進めるため、当社では以下のステップで対応しています。
ステップ1:初回相談・ヒアリング(1〜2営業日)
図面や仕様書を基に、製品の用途、求められる機能、ロット数などをヒアリングします。成形性評価と材料選定のアドバイスを行い、概算見積りをご提示します。
ステップ2:図面検討・VA/VE提案(3〜5営業日)
詳細図面を基に、金型設計の可否、樹脂の流動解析、境界面の融着条件などを検討します。必要に応じて、コスト削減や品質向上につながるVA/VE提案を行います。
ステップ3:試作金型製作・サンプル成形(2〜4週間)
試作金型を製作し、実際に成形を行います。寸法測定、外観検査、必要に応じて物性試験(引張強度、硬度、剥離強度など)を実施し、品質を確認します。
ステップ4:量産金型製作・条件最適化(4〜8週間)
試作結果を反映し、量産用金型を製作します。成形条件の最適化と品質基準の策定を行い、安定生産体制を構築します。
ステップ5:量産開始・納品
量産を開始し、定期的な品質モニタリングを実施します。二次加工が必要な場合は、社内で一貫対応し、完成品として納品します。
上記は標準的な流れですが、お客様のスケジュールやご要望に応じて柔軟に対応可能です。図面を基にした成形性評価や材料選定のアドバイスも承っておりますので、お気軽にご相談ください。
硬軟二色押出成形は、硬質樹脂と軟質樹脂を一体化することで、接着工程の削減、部品点数の圧縮、品質の安定化を同時に実現する技術です。
組立・接着コストの削減を検討されている方、部品点数を減らして在庫管理を効率化したい方にとって、有力な選択肢となります。さらに、グリップ性やシール性といった機能を一体で付与できる点は、製品設計の幅を広げる大きなメリットです。
樹脂の相溶性や金型設計には専門的な知識が必要ですが、適切なパートナーと組むことで、従来は難しいとされていた形状・機能も実現可能になります。硬軟二色押出成形の導入を検討される際は、図面段階からご相談いただくことで、より効果的なVA/VE提案が可能です。
初回相談から試作、量産まで一貫してサポートいたします。他社で断られた難形状案件も、豊富な実績を基に対応可能ですので、まずはお気軽にお問い合わせください。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。

デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。