目次
PVC(ポリ塩化ビニル)の押出成形品を検討しているものの、「硬質と軟質の使い分けが分からない」「塩ビは加工が難しいと聞いて不安」といった声をよくいただきます。
PVCは汎用プラスチックの中でも独特の加工特性を持つ樹脂です。適切な知識なく設計を進めると、成形不良や製品寿命の短縮につながるリスクがあります。
本記事では、PVC押出成形の基本特性から設計上の注意点、メーカー選定のポイントまでを解説します。製品設計者・資材購買担当者の方が、塩ビ成形品の開発を成功させるための実践的な情報をお届けします。
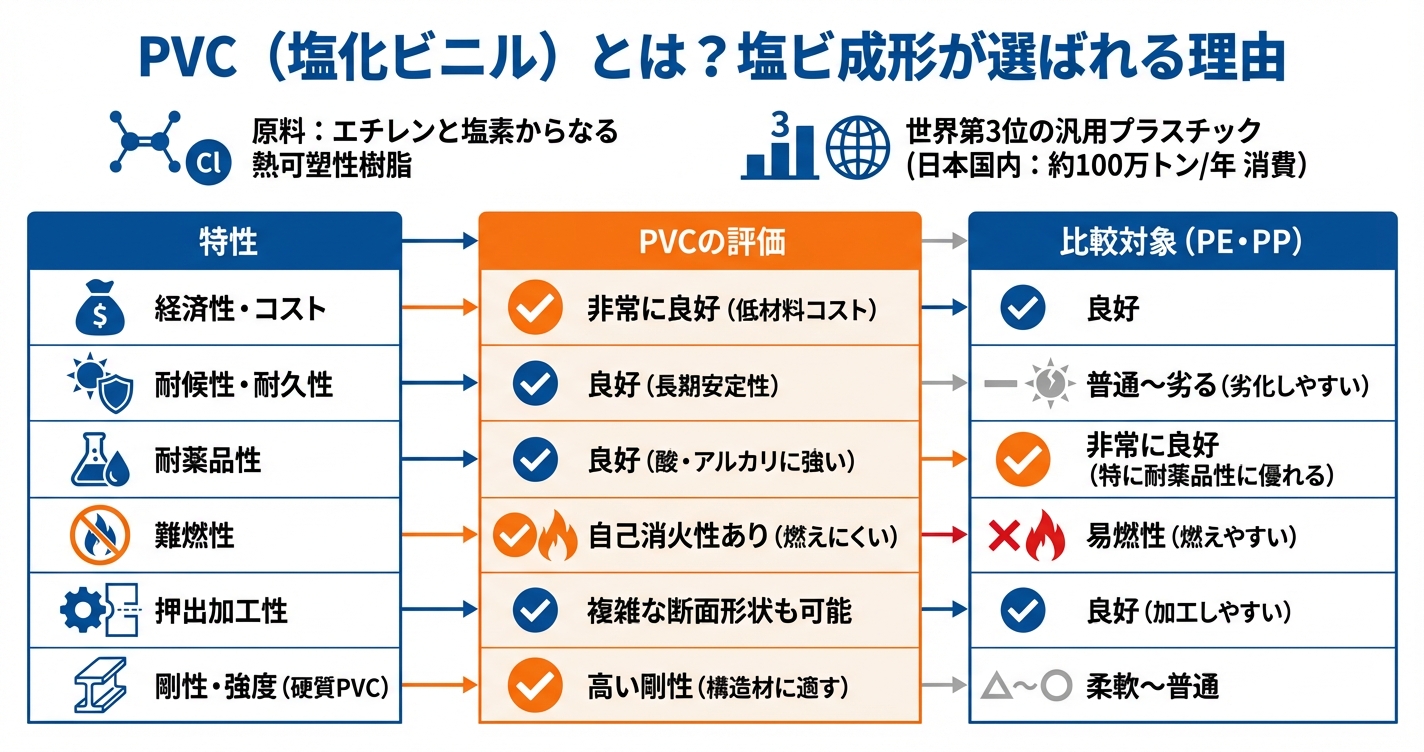
PVC(ポリ塩化ビニル)は、エチレンと塩素を原料とする熱可塑性樹脂です。世界で3番目に多く生産されている汎用プラスチックであり、日本国内でも年間約100万トン以上が消費されています。
PVCが産業界で広く採用される理由は、以下の特性にあります。
| 特性 | PVCの評価 | 比較対象(PE・PP) |
|---|---|---|
| 耐薬品性 | ◎ 酸・アルカリに強い | ○ 一般的 |
| 難燃性 | ◎ 自己消火性あり | △ 燃えやすい |
| 電気絶縁性 | ◎ 優秀 | ○ 良好 |
| 耐候性 | ◎ 安定剤添加で長寿命 | △ 紫外線劣化しやすい |
| コスト | ◎ 安価 | ◎ 安価 |
| 加工温度域 | △ 狭い(要管理) | ◎ 広い |
特に難燃性は、PVCを構成する塩素原子(約57%)に由来します。燃焼時に塩素ラジカルが発生し、燃焼反応を抑制する「自己消火性」を持つ点が、他の汎用樹脂にはない大きな強みです。
PVCは「可塑剤」の配合量によって、硬質と軟質に分類されます。同じPVC樹脂でも、まったく異なる物性を示す点が特徴的です。
硬質PVC(Rigid PVC)
可塑剤を含まない、または5%以下の配合です。引張強度40〜60MPa、曲げ弾性率2,500〜3,500MPaと高い剛性を持ちます。一方で耐衝撃性は低く、低温環境では脆くなる傾向があります。
軟質PVC(Flexible PVC)
可塑剤を25〜50%程度配合します。ショア硬度A50〜A90の範囲で柔軟性を調整可能です。ゴムライクな弾性を持ちながら、加工性とコストに優れる点がメリットです。
可塑剤にはDOP(ジオクチルフタレート)やDINP(ジイソノニルフタレート)などが使用されます。用途に応じて耐熱性・耐油性・衛生性を考慮した選定が必要です。
PVC押出成形品は、以下の業界で幅広く採用されています。
建材業界
窓枠サッシ、雨樋、デッキ材、巾木、廻り縁などに硬質PVCが使用されます。耐候性と難燃性が評価され、住宅・商業施設で標準的な素材となっています。
電気・電子業界
電線被覆、ケーブルダクト、配線モールには、電気絶縁性に優れたPVCが最適です。軟質PVCは柔軟な電線被覆に、硬質PVCは配線保護ダクトに使い分けられます。
医療・食品業界
医療用チューブ、輸液バッグ、食品包装フィルムには、衛生規格に適合したグレードの軟質PVCが使用されます。
自動車業界
ウェザーストリップ、シール材、内装トリムなど、軟質PVCの柔軟性と耐久性を活かした部品に採用されています。
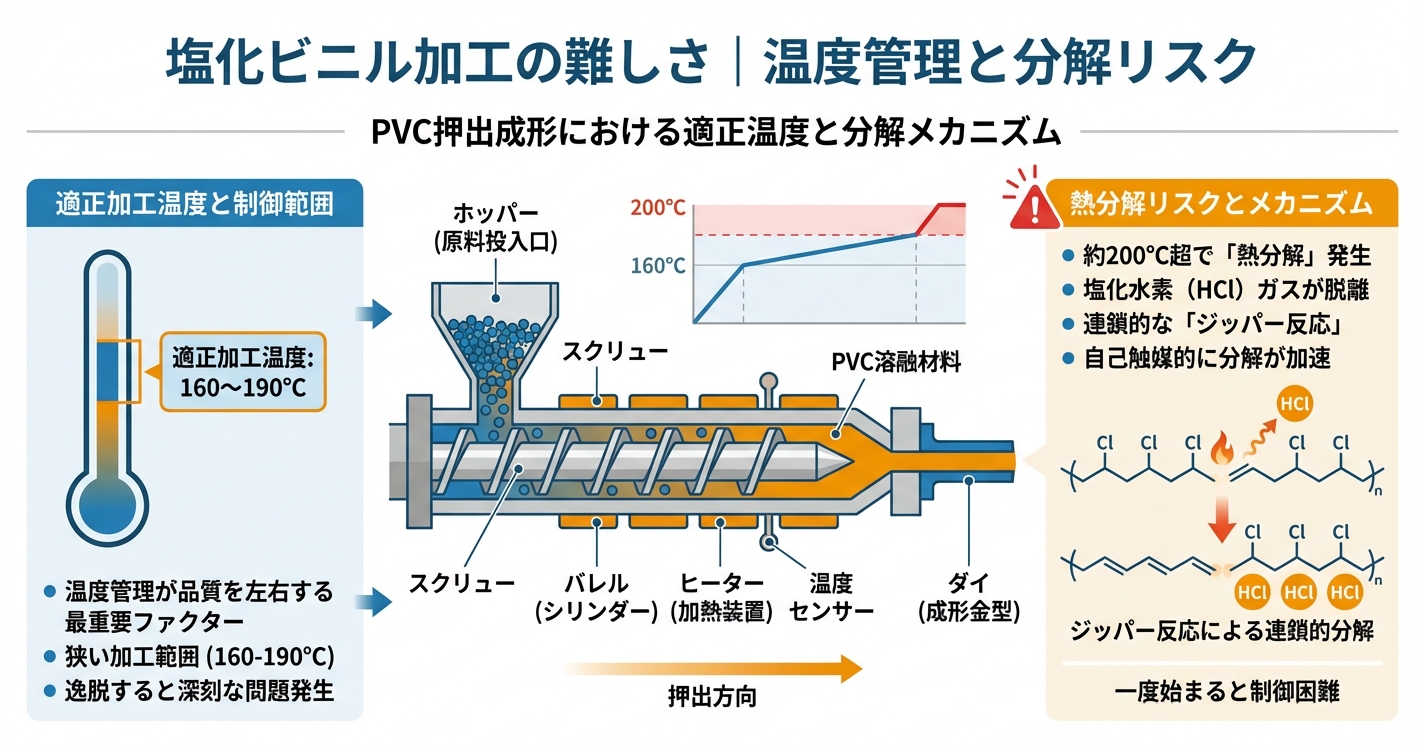
PVC押出成形では、温度管理が品質を左右する最重要ファクターです。適正加工温度は160〜190℃と狭く、この範囲を逸脱すると深刻な問題が発生します。
PVCは約200℃を超えると「熱分解」を起こします。分子鎖から塩化水素(HCl)ガスが脱離し、連鎖的に分解が進行する「ジッパー反応」が発生します。この反応は自己触媒的に加速するため、一度始まると制御が困難になります。
熱分解が起きると、以下の問題が生じます。
一方、温度が低すぎると溶融不良による「ブツ」や「フィッシュアイ」と呼ばれる外観不良が発生します。この狭い温度域の中で安定した成形を実現する点が、塩化ビニル加工の難しさです。
PVCの熱分解リスクに対応するため、専門の成形メーカーは複数の対策を講じています。
温度制御の精密化
バレル・ダイの各ゾーンを独立制御し、±2℃以内の精度で温度管理を行います。樹脂温度をリアルタイムで監視し、異常を早期に検知する仕組みも重要です。
スクリュー設計の最適化
PVC専用のスクリューは、せん断発熱を抑えた設計が施されています。圧縮比1.5〜2.5程度と低めに設定し、過度な発熱を防止します。
安定剤の適正配合
原料段階で熱安定剤(鉛系・錫系・Ca-Zn系など)を配合し、分解開始温度を引き上げます。近年はRoHS指令・REACH規制対応でCa-Zn系の採用が増加しています。
設備の耐腐食対策
万が一の塩酸ガス発生に備え、金型にはSUS316などの耐食性ステンレスを使用します。バレル内面にはクロムメッキを施すケースも一般的です。
これらの対策には設備投資とノウハウの蓄積が必要です。そのため、PVC押出成形への対応を断るメーカーも少なくありません。発注先の選定では、塩化ビニル加工の実績と設備体制を確認することが重要になります。
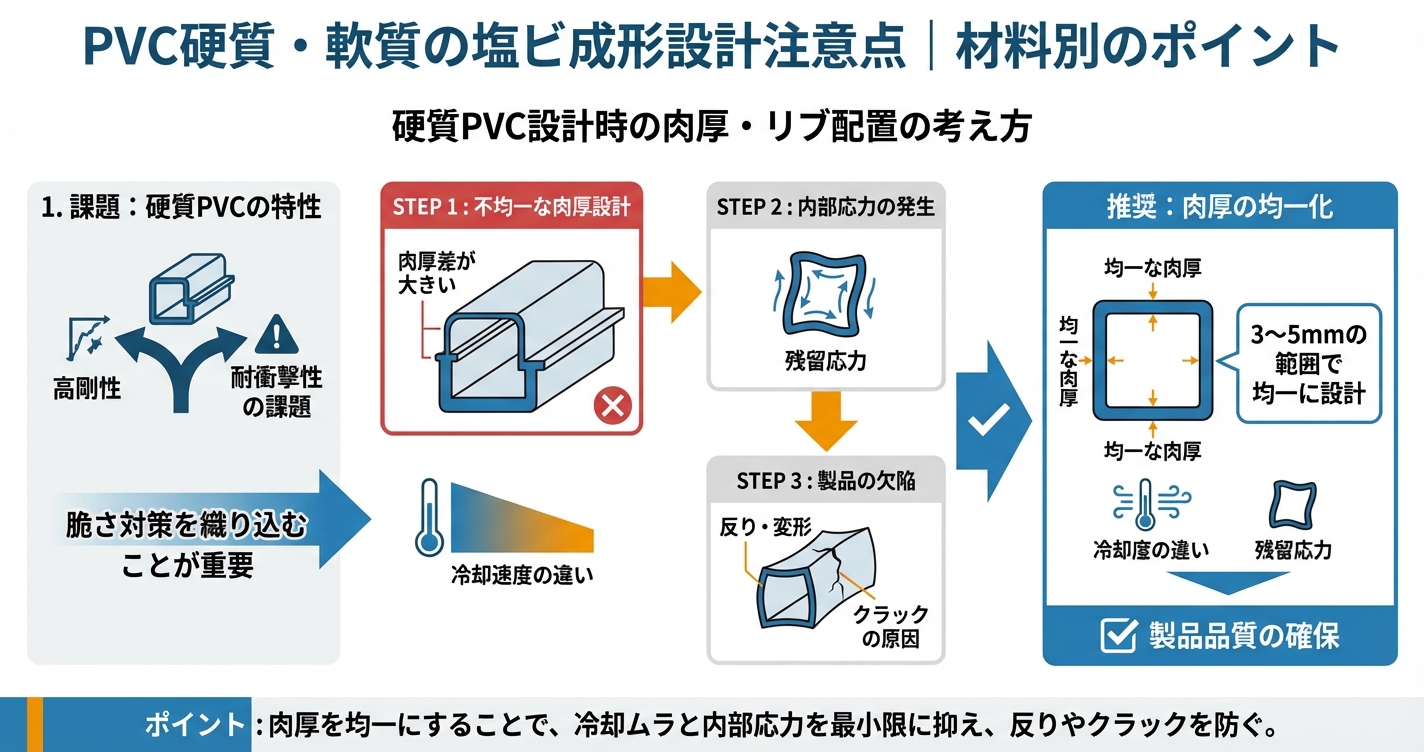
硬質PVCは剛性が高い反面、耐衝撃性に課題があります。設計段階で「脆さ対策」を織り込むことが、製品品質を確保するポイントです。
肉厚の均一化
硬質PVC押出成形では、肉厚を3〜5mmの範囲で均一に設計することを推奨します。肉厚差が大きいと、冷却速度の違いから内部応力(残留応力)が発生します。この応力が製品の反り・変形・クラックの原因となります。
コーナー部のR形状
角部にはR0.5mm以上のフィレットを設けてください。シャープコーナーは応力集中点となり、衝撃荷重で破損しやすくなります。
リブ設計の基本
リブ厚は基本肉厚の50〜70%を目安にします。リブ付け根にもR形状を設け、応力集中を緩和します。リブ間隔は肉厚の3〜5倍程度が適切です。
軟質PVCは柔軟性が魅力ですが、「収縮率の大きさ」と「可塑剤の移行」に注意が必要です。
収縮率への対応
軟質PVCの成形収縮率は1.5〜3.0%と、硬質PVC(0.3〜0.6%)より大幅に大きくなります。寸法公差は±0.5mm以上を見込むのが現実的です。精密な寸法が求められる箇所は、硬質部品との組み合わせを検討してください。
可塑剤移行の考慮
軟質PVCは長期間の使用で可塑剤が揮発・移行し、硬化や収縮が生じる場合があります。耐熱用途では、移行性の低い高分子可塑剤を選定するなどの対策が有効です。
硬度指定の明確化
軟質PVCの硬度はショアA硬度で指定します。「柔らかい」という曖昧な表現ではなく、「ショアA70±5」のように数値で指定してください。同じ「軟質」でもA50とA90では全く異なる触感・性能になります。
「外周は硬質で剛性を確保し、内側は軟質でシール機能を持たせたい」といった複合機能のニーズには、硬軟二色押出(共押出)が有効な解決策となります。
硬軟二色押出とは、硬質PVCと軟質PVCを同時に押出し、一体化した製品を成形する技術です。従来は別々に成形した部品を接着・組立していた工程を、一回の成形で完結できます。
硬軟二色押出の適用例
この技術により、組立工数の削減、接着剤コストの削減、接合部からの剥離リスク解消といったメリットが得られます。
当社では硬軟二色押出に対応しています。硬質・軟質の界面接着性を考慮した材料選定から金型設計まで一貫して対応可能です。複合機能を持つPVC製品の開発をご検討の場合は、構想段階からご相談ください。
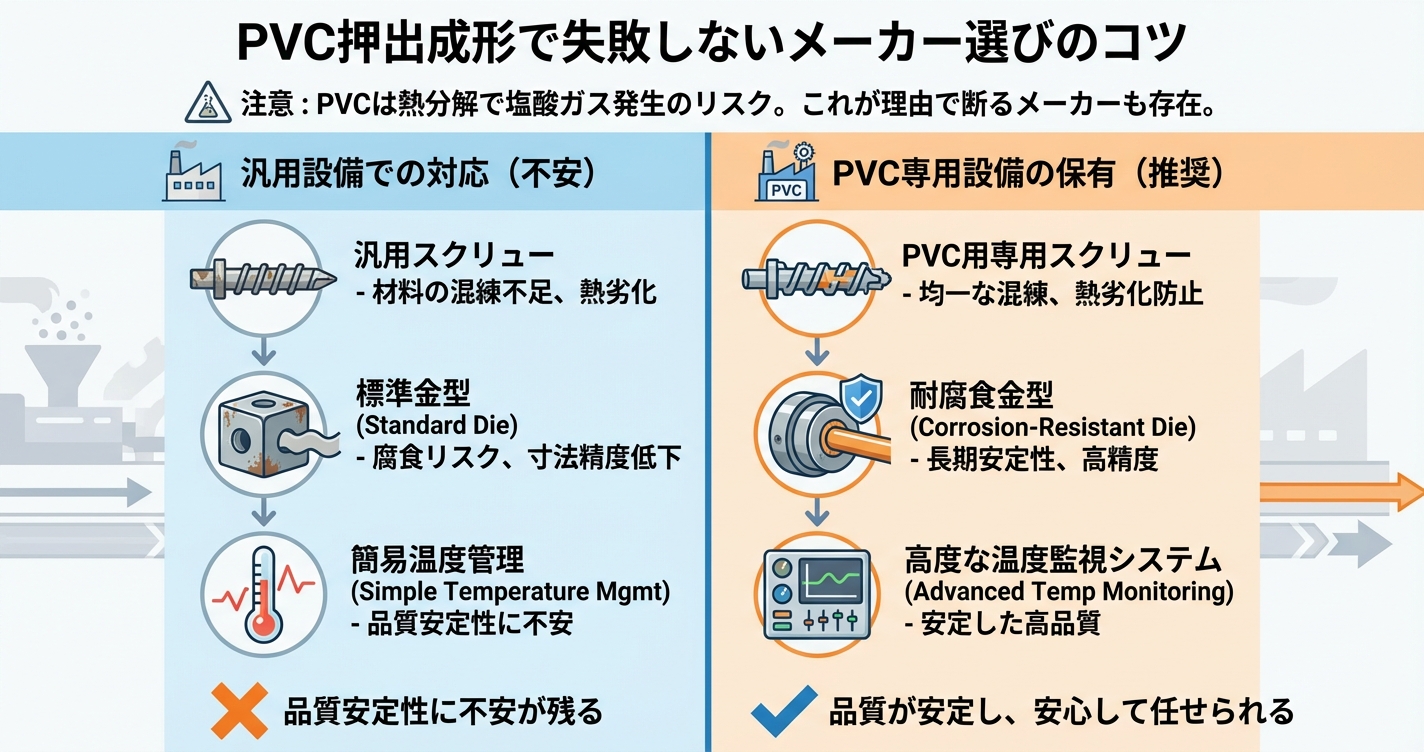
前述のとおり、PVCは熱分解による塩酸ガス発生リスクがあります。このリスクを理由に、PVC押出成形の依頼を断るメーカーも存在します。発注先の選定では、以下のポイントを確認してください。
PVC専用設備の有無
PVC用スクリュー、耐腐食金型、温度監視システムなどの専用設備を保有しているかを確認します。汎用設備での対応では、品質安定性に不安が残ります。
硬質・軟質両方の実績
硬質と軟質では最適な成形条件が異なります。両方の成形実績があるメーカーは、幅広い製品に対応できます。
品質管理体制
寸法測定、外観検査、物性試験などの品質管理体制を確認します。PVCは残留応力による経時変化も考慮が必要なため、出荷前のエージング管理も重要です。
当社は金型2000型以上の実績を持ち、硬質・軟質・硬軟二色押出すべてに対応しています。試作から量産、穴あけ・カットなどの二次加工まで一貫して対応可能です。
PVC押出成形において、以下のような理由で他社から断られるケースがあります。
極薄肉・極厚肉形状
肉厚1mm以下の極薄肉成形では、冷却速度の制御と成形圧力の微調整が必要です。逆に10mm以上の極厚肉では、内部の冷却不良によるボイド(気泡)発生を防ぐ技術が求められます。当社では肉厚0.8mm〜15mmの範囲で実績があり、金型設計と成形条件の最適化により対応しています。
複雑な断面形状
中空部が複数ある形状や、アンダーカット形状など、金型設計が難しい複雑断面の案件も「技術的に困難」として断られることがあります。当社では3D-CADによる流動解析を活用し、複雑形状でも安定成形を実現する金型設計ノウハウを持っています。
VA/VE提案による材料変更・コストダウン
「現在は他の樹脂を使っているが、コストダウンのためにPVC化を検討したい」といったVA/VE提案にも対応しています。物性比較、寿命試験、コストシミュレーションなど、材料変更に必要なデータをご提供し、最適な仕様をご提案します。
難形状・特殊仕様のPVC成形品でお困りの際は、図面や仕様をお送りいただければ、技術的な実現可能性とお見積りを迅速にご回答いたします。
PVC(塩化ビニル)押出成形は、難燃性・耐薬品性・コストメリットに優れた成形方法です。一方で、熱分解リスクや狭い加工温度域など、他の汎用樹脂にはない注意点があります。
本記事でご紹介したポイントをまとめます。
製品設計の初期段階から、材料特性を理解し適切な設計を行うことで、不良率の低減・コストダウン・製品寿命の向上が実現します。
PVC押出成形でお困りの際は、実績豊富な専門メーカーへの早期相談をおすすめします。図面や仕様が固まっていない段階でも、材料選定や設計のアドバイスを受けることで、開発期間の短縮とリスク回避が可能になります。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。






デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


