目次
「PEEKやPPSを押出成形したいが、対応できる加工会社が見つからない」——そんな経験をお持ちの設計者・購買担当者は少なくありません。スーパーエンプラと呼ばれるこれらの高機能樹脂は、金属代替や過酷環境での使用に適した優れた特性を持ちます。しかし、その成形加工は通常の汎用樹脂とは次元の異なる難易度を伴います。本記事では、PEEK・PPS押出成形が難しいとされる理由を技術的に解説し、実現に向けた具体的な解決策をご紹介します。
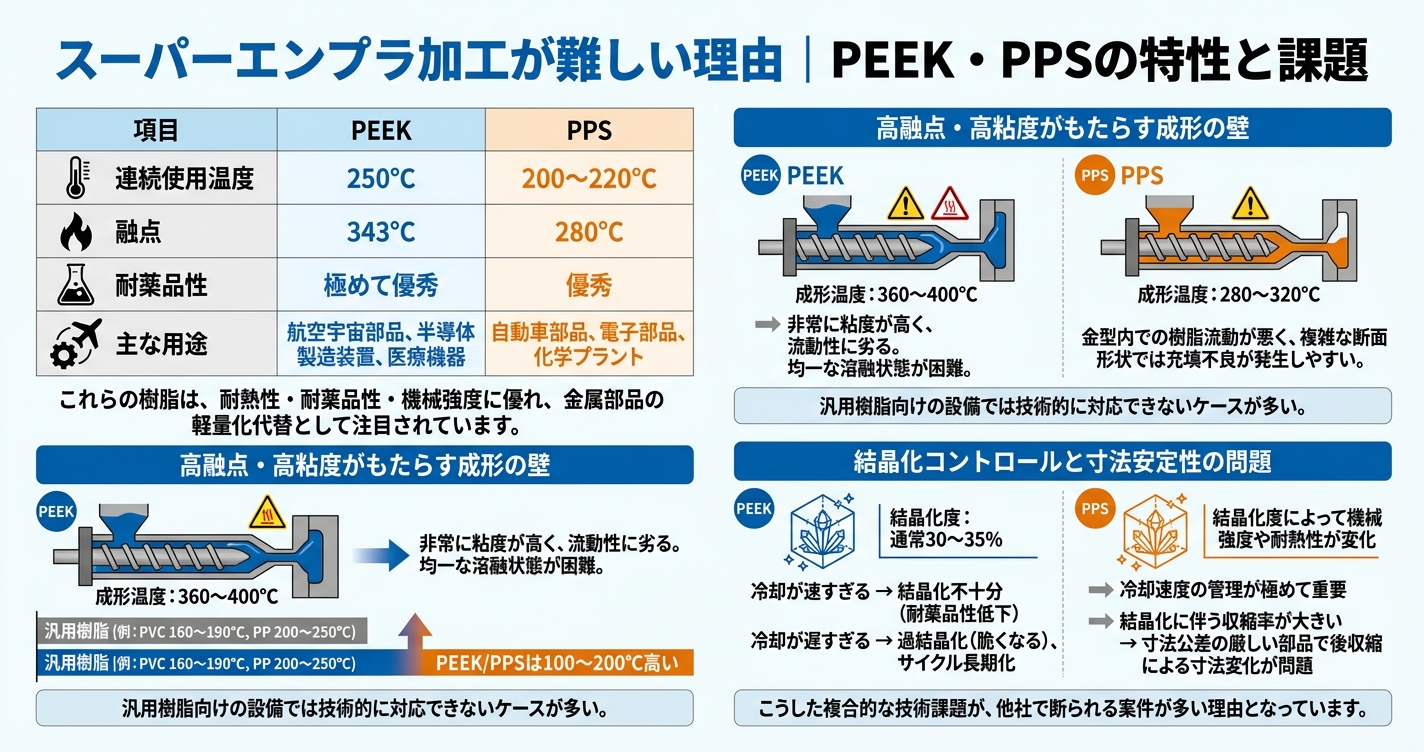
PEEK(ポリエーテルエーテルケトン)とPPS(ポリフェニレンサルファイド)は、いずれもスーパーエンジニアリングプラスチックに分類される高性能樹脂です。
| 項目 | PEEK | PPS |
|---|---|---|
| 連続使用温度 | 250℃ | 200〜220℃ |
| 融点 | 343℃ | 280℃ |
| 耐薬品性 | 極めて優秀 | 優秀 |
| 主な用途 | 航空宇宙部品、半導体製造装置、医療機器 | 自動車部品、電子部品、化学プラント |
これらの樹脂は、耐熱性・耐薬品性・機械強度に優れ、金属部品の軽量化代替として注目されています。航空機の構造部材、半導体製造装置の搬送部品、医療機器の滅菌対応パーツなど、高い信頼性が求められる分野で採用が進んでいます。
スーパーエンプラ加工が敬遠される最大の理由は、成形条件の厳しさにあります。
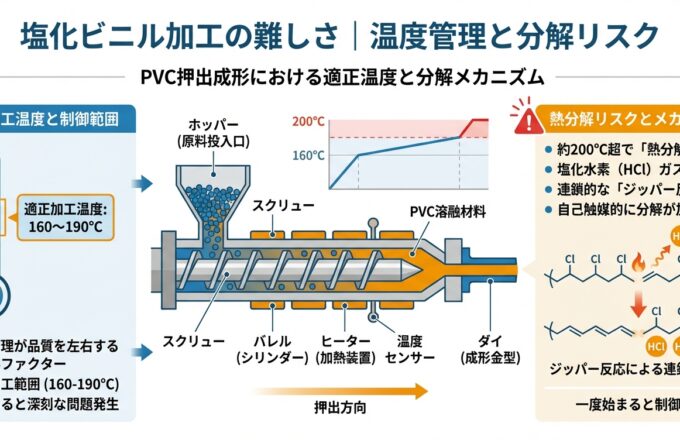
PEEKの融点は343℃であり、成形時には360〜400℃の樹脂温度が必要です。PPSでも280〜320℃の高温域で加工を行います。これは汎用樹脂のPVC(成形温度160〜190℃)やPP(200〜250℃)と比較すると、100〜200℃も高い領域です。
さらに問題となるのが溶融粘度の高さです。PEEKは溶融状態でも非常に粘度が高く、流動性に劣ります。通常の押出機では十分なせん断力を与えられず、均一な溶融状態を得ることが困難です。金型内での樹脂流動も悪く、複雑な断面形状では充填不良が発生しやすくなります。
このため、汎用樹脂向けの設備しか持たない加工会社では、技術的に対応できないケースが多く発生します。
PEEKとPPSはともに結晶性樹脂であり、成形後の結晶構造が物性に大きく影響します。
PEEKの場合、結晶化度は通常30〜35%程度ですが、冷却条件によって大きく変動します。結晶化の程度が低いと耐薬品性が低下し、高すぎると脆くなる傾向があります。PPSも同様に、結晶化度によって機械強度や耐熱性が変化します。
押出成形では、金型を出た樹脂が連続的に冷却されるため、冷却速度の管理が極めて重要です。冷却が速すぎると結晶化が不十分となり、遅すぎると過結晶化や成形サイクルの長期化を招きます。また、結晶化に伴う収縮率も大きく、寸法公差の厳しい部品では後収縮による寸法変化が問題となります。
こうした複合的な技術課題が、他社で断られる案件が多い理由となっています。
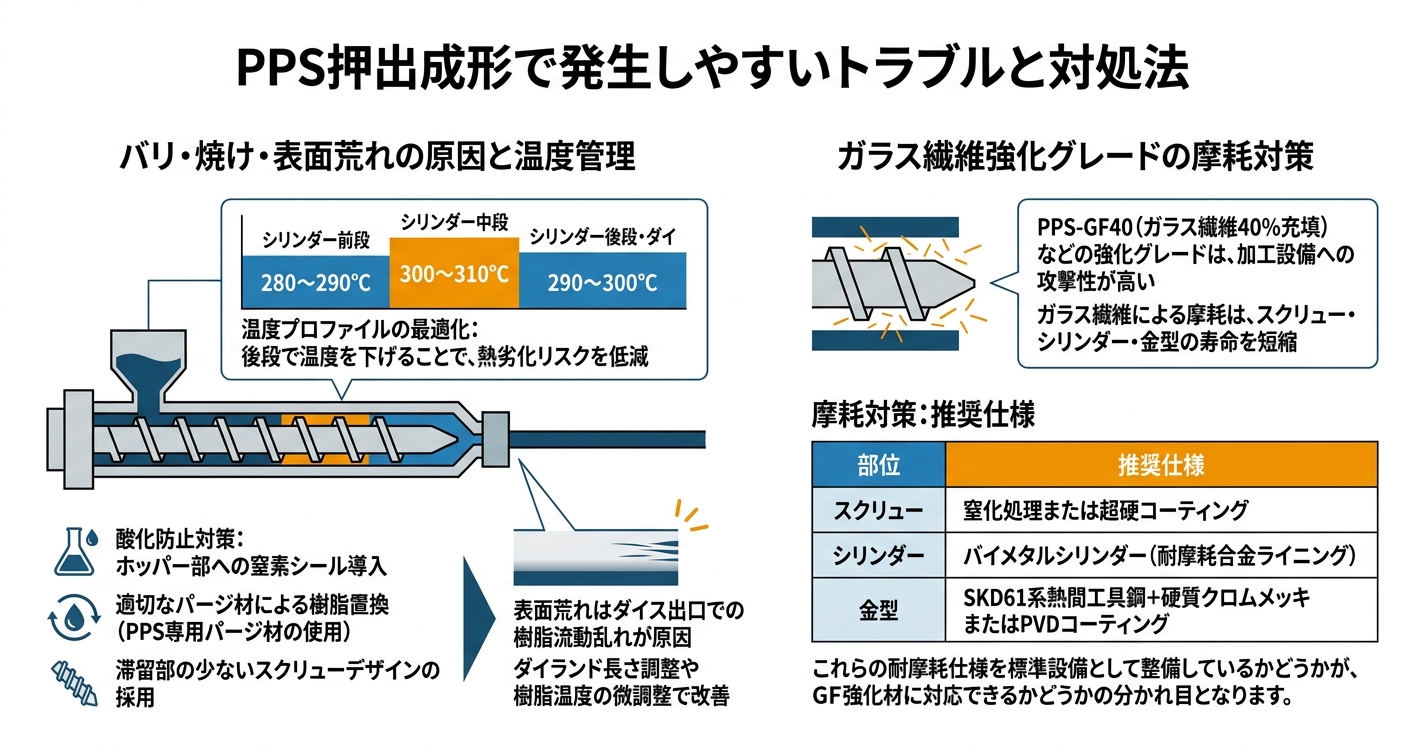
PPS押出成形では、樹脂の熱劣化が最も注意すべきトラブルです。
PPSは酸素存在下で高温にさらされると、架橋反応が進行して変色・脆化します。押出機内での滞留時間が長くなると、茶褐色への変色や表面の焼けが発生します。この問題を防ぐには、以下の対策が有効です。
温度プロファイルの最適化
後段で温度を下げることで、熱劣化リスクを低減できます。
酸化防止対策
また、表面荒れはダイス出口での樹脂流動乱れが原因となることが多く、ダイランド長さの調整や樹脂温度の微調整で改善を図ります。
PPS-GF40(ガラス繊維40%充填)などの強化グレードは、機械強度と剛性に優れる反面、加工設備への攻撃性が高くなります。
ガラス繊維による摩耗は、スクリュー・シリンダー・金型の寿命を著しく短縮します。摩耗対策として、以下の仕様が推奨されます。
| 部位 | 推奨仕様 |
|---|---|
| スクリュー | 窒化処理または超硬コーティング |
| シリンダー | バイメタルシリンダー(耐摩耗合金ライニング) |
| 金型 | SKD61系熱間工具鋼+硬質クロムメッキまたはPVDコーティング |
これらの耐摩耗仕様を標準設備として整備しているかどうかが、GF強化材に対応できるかどうかの分かれ目となります。
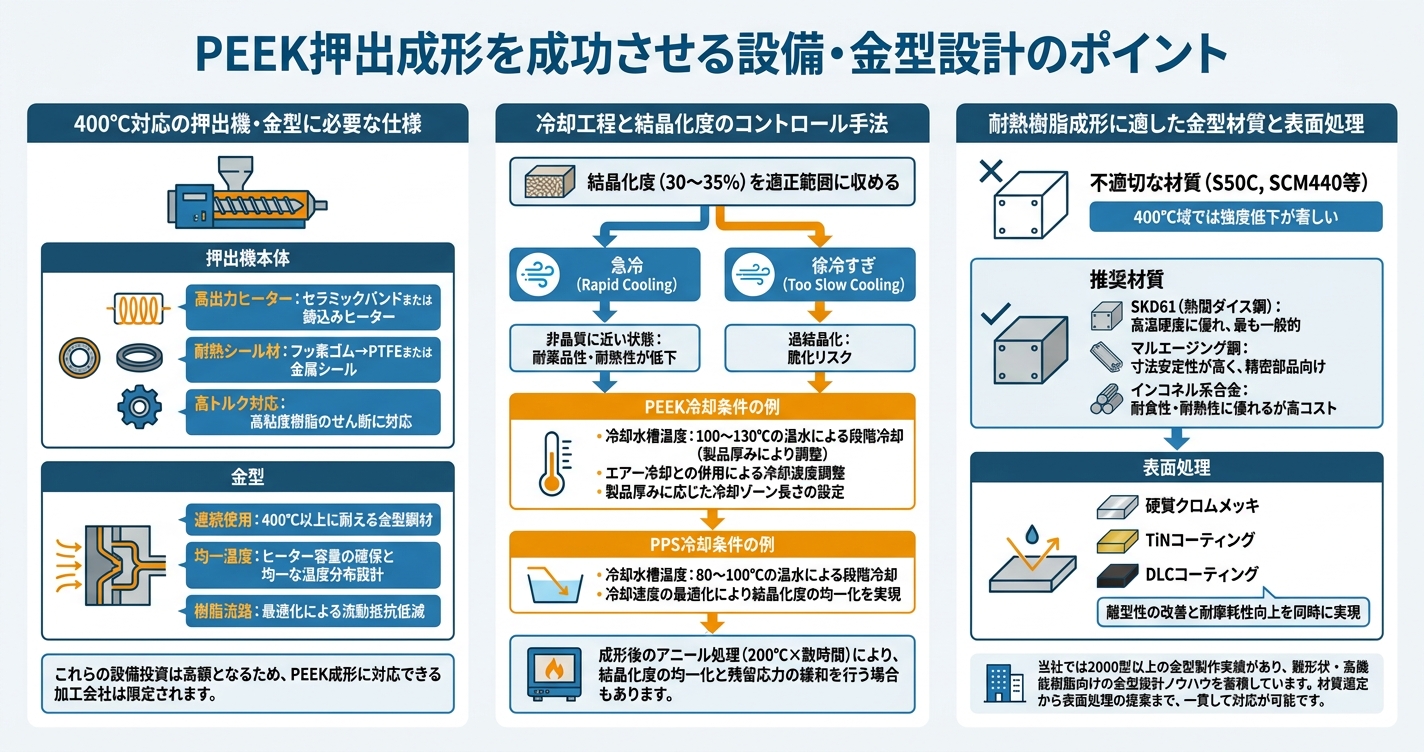
PEEK押出成形には、400℃域に対応した専用設備が不可欠です。一般的な押出機は300℃程度までの設計が多く、以下の点で仕様強化が必要となります。
押出機本体
金型
これらの設備投資は高額となるため、PEEK成形に対応できる加工会社は限定されます。
PEEK押出成形では、冷却工程の設計が製品品質を大きく左右します。
結晶化度を適正範囲(30〜35%)に収めるには、冷却速度の管理が重要です。急冷すると結晶化の程度が低下し、非晶質に近い状態となります。この場合、耐薬品性や耐熱性が本来の性能を発揮できません。一方、徐冷しすぎると過結晶化による脆化リスクがあります。
実務的には、以下のアプローチで結晶構造をコントロールします。
PEEK冷却条件の例
PPS冷却条件の例
また、成形後のアニール処理(200℃×数時間)により、結晶化度の均一化と残留応力の緩和を行う場合もあります。
PEEK用金型には、高温強度と耐食性を兼ね備えた材質選定が必要です。
一般的な押出金型に使用されるS50C(炭素鋼)やSCM440(クロムモリブデン鋼)は、400℃域では強度低下が著しく適しません。PEEK成形には以下の材質が推奨されます。
表面処理としては、硬質クロムメッキ、TiNコーティング、DLCコーティングなどが有効です。離型性の改善と耐摩耗性向上を同時に実現できます。
当社では2000型以上の金型製作実績があり、難形状・高機能樹脂向けの金型設計ノウハウを蓄積しています。材質選定から表面処理の提案まで、一貫して対応が可能です。
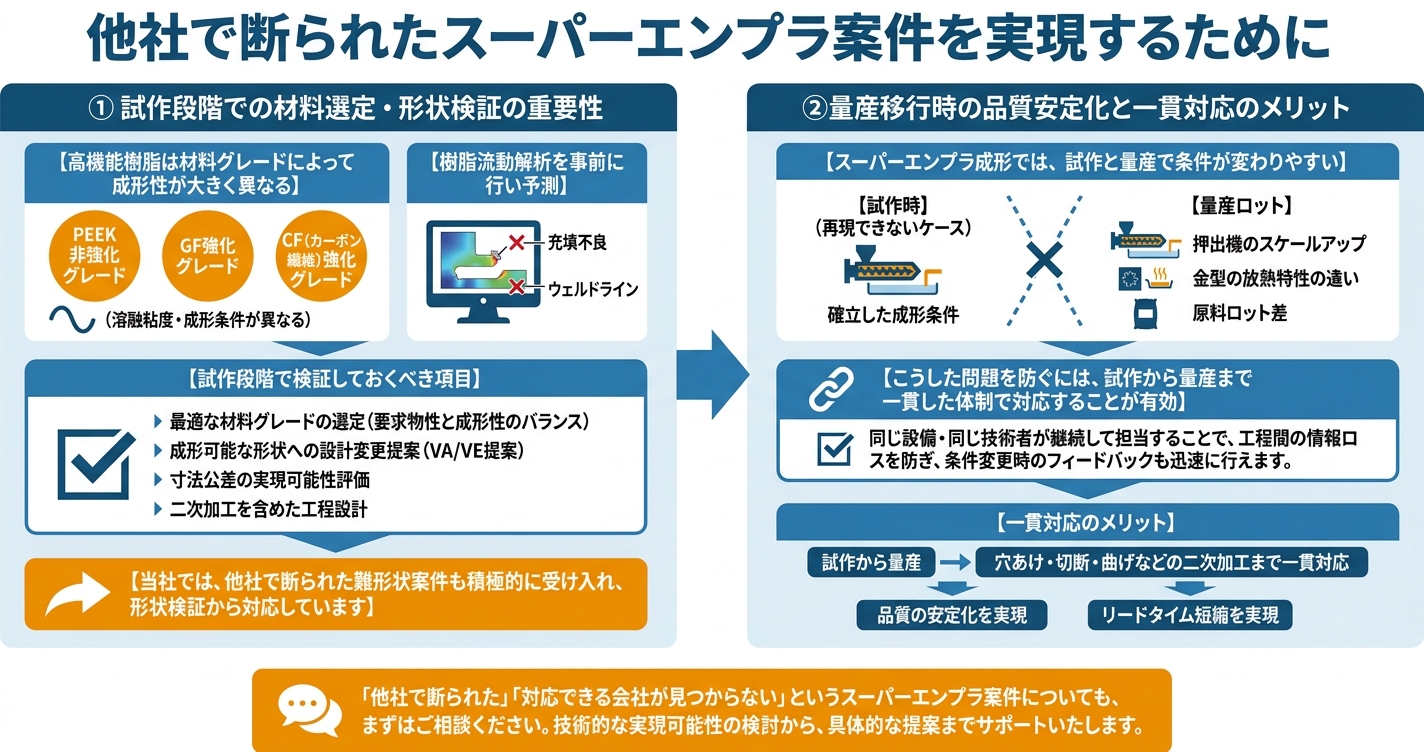
スーパーエンプラ案件を成功させるには、試作段階での検証が極めて重要です。
高機能樹脂は材料グレードによって成形性が大きく異なります。同じPEEKでも、非強化グレード、GF強化グレード、CF(カーボン繊維)強化グレードでは、溶融粘度も成形条件も異なります。また、複雑な断面形状では、樹脂流動解析を事前に行い、充填不良やウェルドラインの発生位置を予測することが有効です。
試作段階で以下の項目を検証しておくことで、量産移行がスムーズになります。
当社では、他社で断られた難形状案件も積極的に受け入れ、形状検証から対応しています。
スーパーエンプラ成形では、試作と量産で条件が変わりやすいという特徴があります。
試作時に確立した成形条件が、量産ロットでは再現できないケースがあります。これは、押出機のスケールアップ、金型の放熱特性の違い、原料ロット差など、複数の要因が重なるためです。
こうした問題を防ぐには、試作から量産まで一貫した体制で対応することが有効です。同じ設備・同じ技術者が継続して担当することで、工程間の情報ロスを防ぎ、条件変更時のフィードバックも迅速に行えます。
当社は試作から量産、さらに穴あけ・切断・曲げなどの二次加工まで一貫対応が可能です。工程を分断することなく、品質の安定化とリードタイム短縮を実現します。
「他社で断られた」「対応できる会社が見つからない」というスーパーエンプラ案件についても、まずはご相談ください。技術的な実現可能性の検討から、具体的な提案までサポートいたします。
PEEK・PPS押出成形は、高融点・高粘度・結晶化コントロールという三重の技術課題を抱えています。通常の設備では対応が難しく、専用の高温対応設備と金型設計ノウハウが必要です。
成功のポイントは以下の3点に集約されます。
スーパーエンプラ押出成形でお困りの際は、まずは技術的な実現可能性からご相談ください。他社で断られた難易度の高い案件も、豊富な実績とノウハウで解決策をご提案いたします。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。






デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


