目次
「透明で強度の高い樹脂部品を作りたいが、アクリルでは割れが心配」「ガラスからの置き換えで軽量化とコストダウンを両立したい」——こうした課題を抱える設計者・購買担当者の方は多く見受けられます。
そんなニーズに応える素材が、ポリカーボネート(PC)です。透明樹脂の中でも最強クラスの耐衝撃性を誇り、押出成形によって長尺部品や複雑断面の製品を効率的に生産できます。
本記事では、PCの基本特性から押出成形での設計ポイント、失敗を防ぐための注意点まで、実務に役立つ情報を解説します。
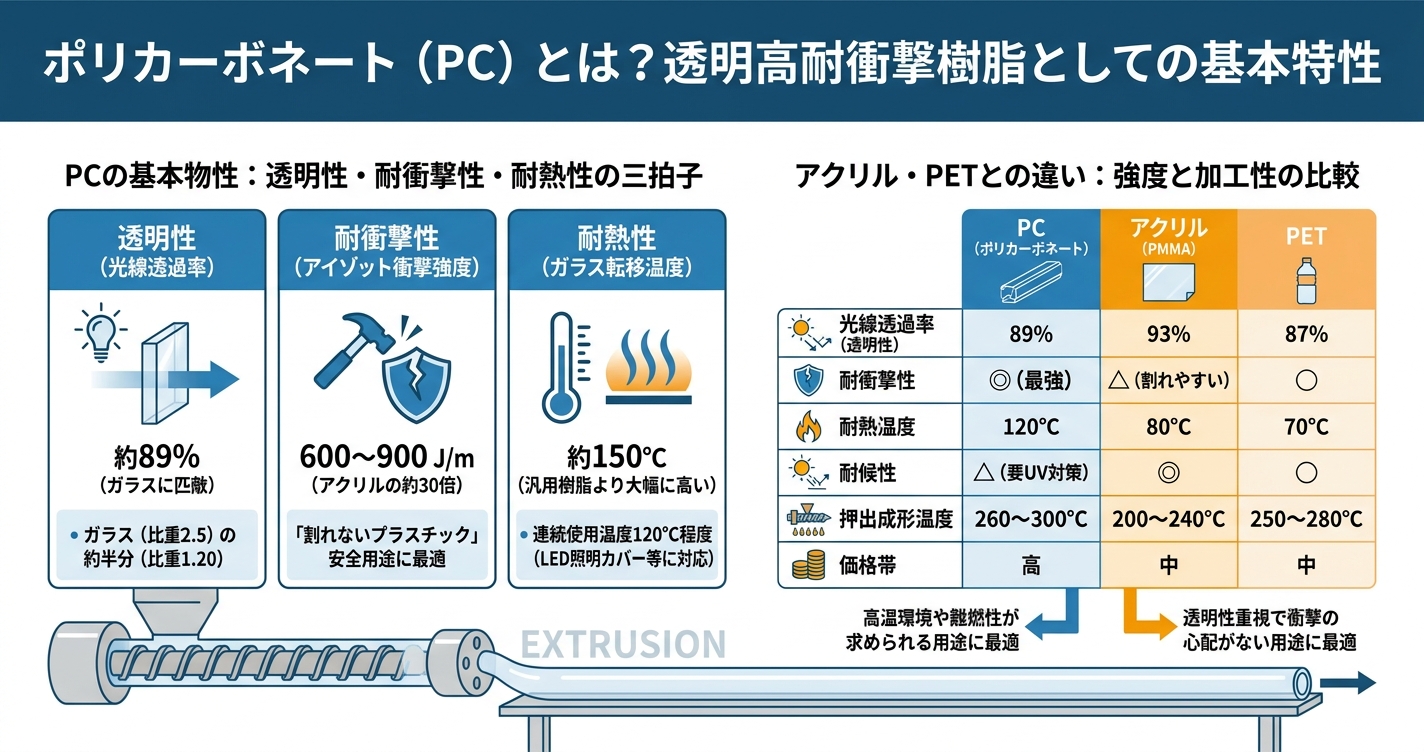
ポリカーボネート(PC)は、ビスフェノールAを主原料とするエンジニアリングプラスチックです。透明性・耐衝撃性・耐熱性の3つを高いレベルで兼ね備えている点が最大の特徴です。
PCの主な物性値:
| 特性項目 | 数値 | 備考 |
|---|---|---|
| 光線透過率 | 約89% | ガラスに匹敵する透明性 |
| アイゾット衝撃強度 | 600〜900 J/m | アクリルの約30倍 |
| ガラス転移温度 | 約150℃ | 汎用樹脂より大幅に高い |
| 比重 | 1.20 | ガラス(2.5)の約半分 |
| 引張強度 | 55〜75 MPa | 高い機械的強度 |
特に注目すべきは衝撃強度です。「割れないプラスチック」とも呼ばれ、ハンマーで叩いても簡単には破損しません。この特性から、安全性が求められる用途で広く採用されています。
耐熱性も優れており、ガラス転移温度は約150℃です。連続使用温度は120℃程度まで対応でき、LED照明カバーなど発熱を伴う環境でも安定して使用できます。
透明樹脂を選定する際、PCの比較対象となるのがアクリル(PMMA)とPETです。それぞれの特性を比較表で整理します。
透明樹脂3種の比較:
| 特性 | PC | アクリル(PMMA) | PET |
|---|---|---|---|
| 光線透過率 | 89% | 93% | 87% |
| 耐衝撃性 | ◎(最強) | △(割れやすい) | ○ |
| 耐熱温度 | 120℃ | 80℃ | 70℃ |
| 耐候性 | △(要UV対策) | ◎ | ○ |
| 押出成形温度 | 260〜300℃ | 200〜240℃ | 250〜280℃ |
| 価格帯 | 高 | 中 | 中 |
アクリルは光線透過率93%とPCより高く、屋外での耐候性にも優れます。しかし、衝撃を受けるとガラスのように割れる脆さがあります。「透明性重視で衝撃の心配がない」用途ではアクリル、「多少の衝撃が想定される」用途ではPCが適切です。
PETは耐破損性・コストのバランスが良い素材ですが、耐熱性はPCに劣ります。高温環境や難燃性が求められる用途では、PCを選定すべきです。
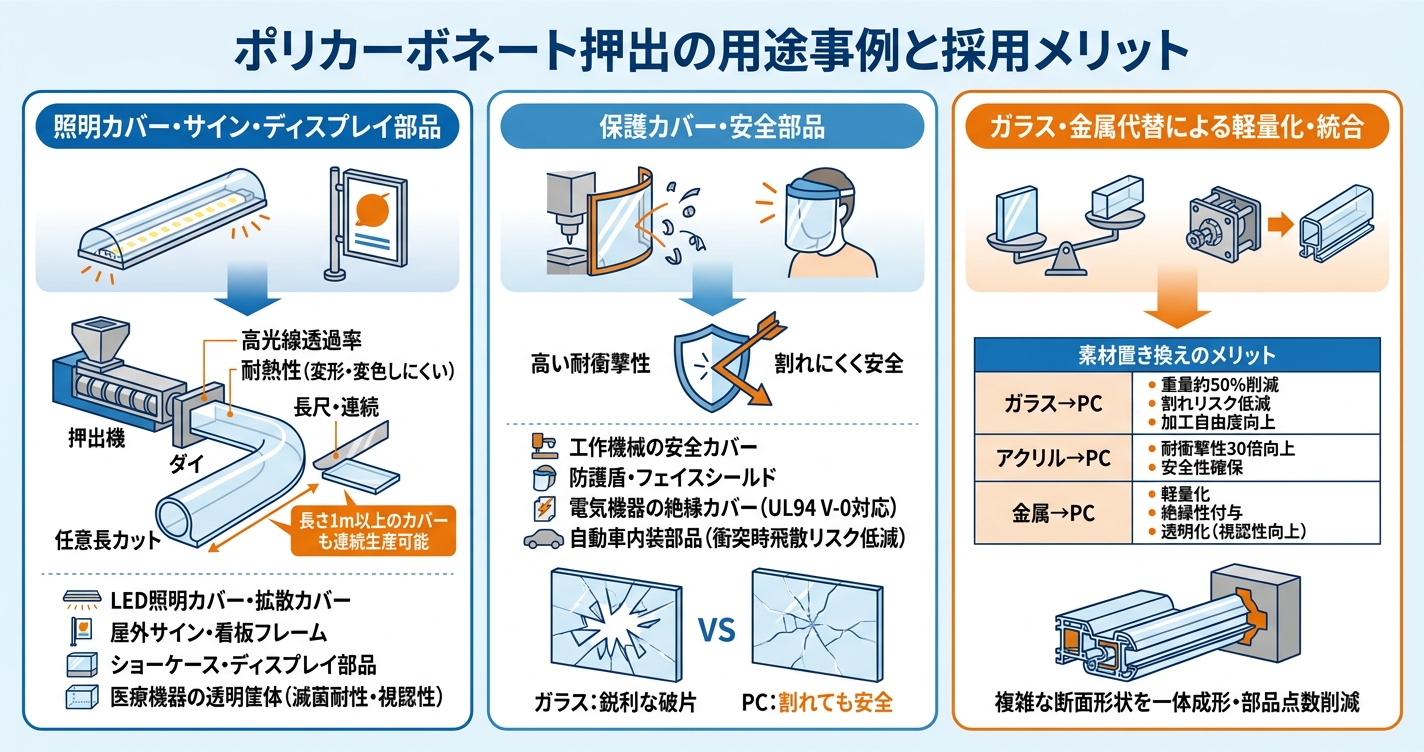
PC押出成形品は、光を透過させながら保護機能も求められる用途で多く採用されています。
代表的な用途例:
押出成形では、長尺の直線形状を連続的に生産できます。照明カバーのように「長さ1m以上の透明カバー」が必要な場合、射出成形では金型サイズの制約を受けますが、押出成形なら任意の長さで切断可能です。
PCの高い耐衝撃性は、安全部品・保護カバーでの採用理由として最も重視されるポイントです。
安全部品での採用例:
万が一の破損時も、PCはガラスのように鋭利な破片が飛び散りません。この「割れにくく、割れても安全」という特性が、保護部品での採用を後押ししています。
PCの比重は1.20で、ガラス(比重2.5)の約半分です。ガラスからPCへ置き換えることで、大幅な軽量化が実現します。
素材置き換えによるメリット:
| 置き換え | メリット |
|---|---|
| ガラス→PC | 重量約50%削減、割れリスク低減、加工自由度向上 |
| アクリル→PC | 耐衝撃性30倍向上、安全性確保 |
| 金属→PC | 軽量化、絶縁性付与、透明化による視認性向上 |
押出成形では、複雑な断面形状を一体成形できます。金属板金で複数部品を組み立てていた構造を、PC押出品1部品に統合することも可能です。部品点数削減による組立工数・管理コストの低減も、置き換えのメリットとなります。
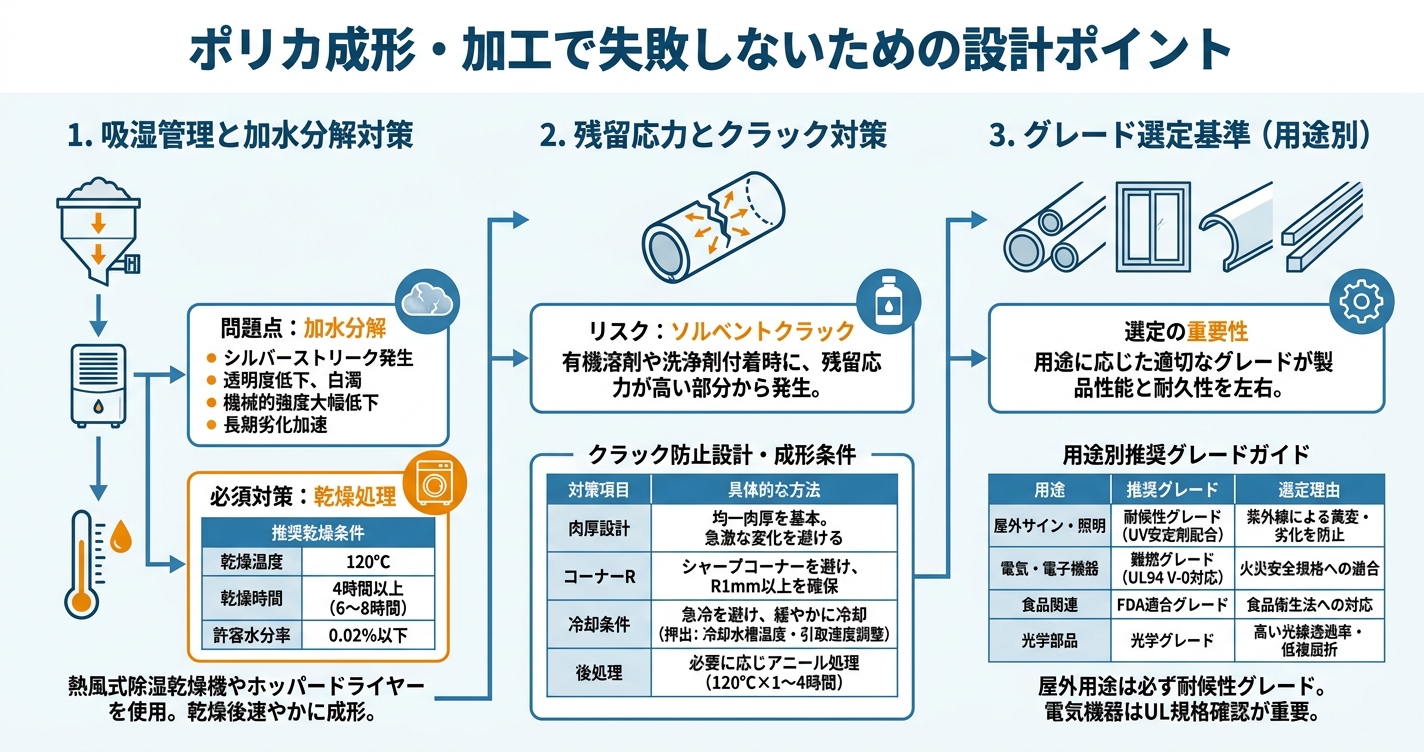
PC押出成形で最も注意すべきは、材料の吸湿管理です。PCは吸湿しやすい材料です。水分を含んだまま成形すると加水分解を起こします。
加水分解が引き起こす問題:
これらの問題を防ぐため、成形前の乾燥処理は必須です。
推奨乾燥条件:
乾燥機は熱風式除湿乾燥機やホッパードライヤーなどの除湿式を使用し、乾燥後は速やかに成形することが重要です。乾燥済み材料を放置すると再吸湿するため、材料管理の徹底が求められます。
PC成形品では、残留応力によるソルベントクラック(溶剤割れ)が発生するリスクがあります。成形品に有機溶剤や洗浄剤が付着した際、残留応力が高い部分からクラックが入る現象です。
クラック発生を防ぐ設計・成形条件:
| 対策項目 | 具体的な方法 |
|---|---|
| 肉厚設計 | 均一肉厚を基本とし、急激な肉厚変化を避ける |
| 冷却条件 | 急冷を避け、緩やかに冷却して残留応力を低減 |
| コーナーR | シャープコーナーを避け、R1mm以上を確保 |
| 後処理 | 必要に応じてアニール処理(120℃×1〜4時間)を実施 |
押出成形では、冷却水槽の温度管理と引取速度の調整が重要です。冷却が急すぎると表面と内部の温度差で残留応力が発生しやすくなります。
PCは用途に応じて多様なグレードが用意されています。適切なグレード選定が、製品性能と耐久性を左右します。
用途別グレード選定ガイド:
| 用途 | 推奨グレード | 選定理由 |
|---|---|---|
| 屋外サイン・照明 | 耐候性グレード(UV安定剤配合) | 紫外線による黄変・劣化を防止 |
| 電気・電子機器 | 難燃グレード(UL94 V-0対応) | 火災安全規格への適合 |
| 食品関連 | FDA適合グレード | 食品衛生法への対応 |
| 光学部品 | 光学グレード | 高い光線透過率・低複屈折 |
標準グレードのPCは紫外線に弱く、屋外で使用すると数年で黄変が進行します。屋外用途では必ず耐候性グレードを選定してください。また、電気機器の筐体やカバーでは、UL規格への適合が求められるケースが大半です。設計初期段階での規格確認と材料選定が重要となります。
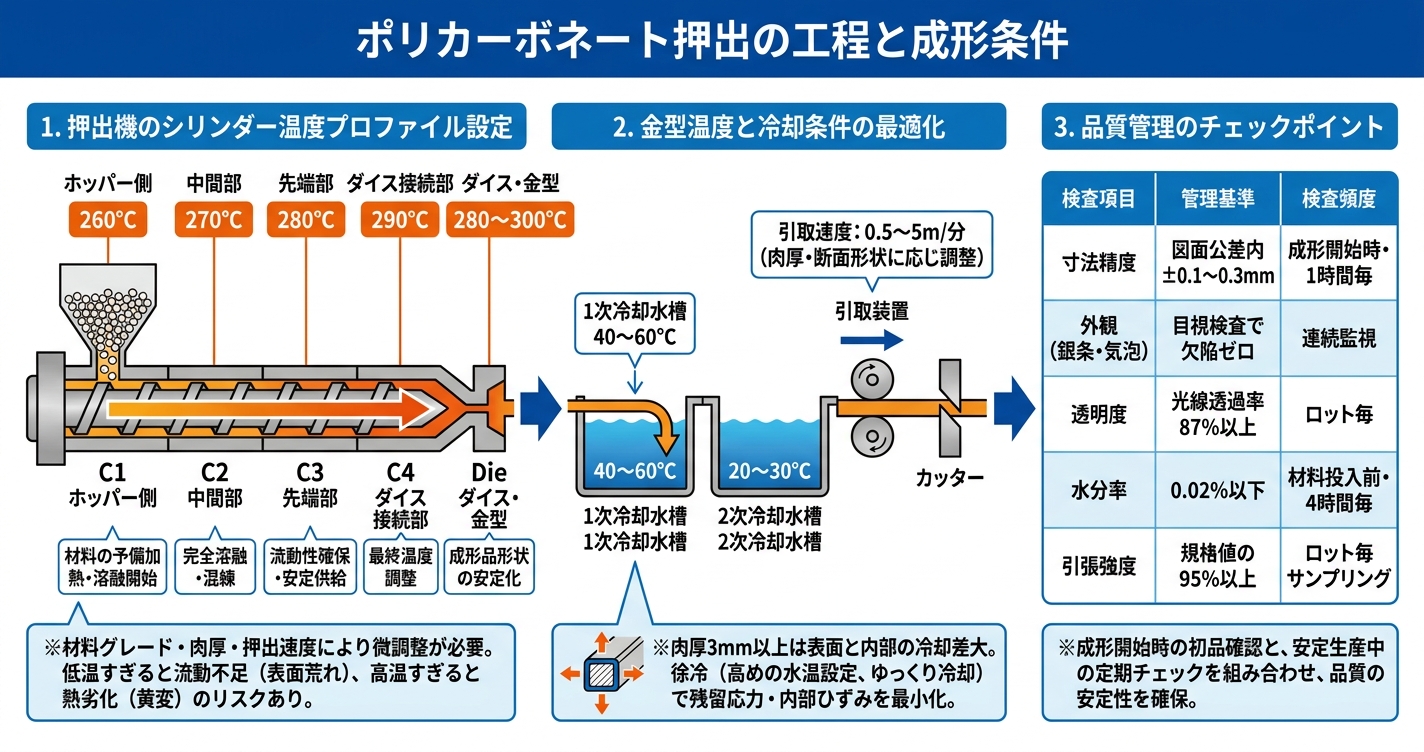
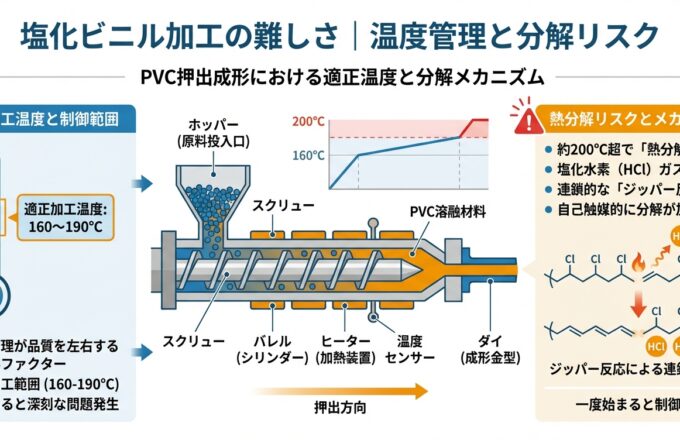
PC押出成形では、成形温度の管理が品質を左右します。一般的な成形温度範囲は260〜300℃ですが、押出機の各ゾーンで適切な温度プロファイルを設定する必要があります。
標準的な温度プロファイル例:
| ゾーン | 設定温度 | 目的 |
|---|---|---|
| C1(ホッパー側) | 260℃ | 材料の予備加熱・溶融開始 |
| C2(中間部) | 270℃ | 完全溶融・混練 |
| C3(先端部) | 280℃ | 流動性確保・安定供給 |
| C4(ダイス接続部) | 290℃ | 最終温度調整 |
| ダイス(金型) | 280〜300℃ | 成形品形状の安定化 |
各ゾーンの温度は、材料グレード・成形品肉厚・押出速度により微調整が必要です。温度が低すぎると流動不足で表面荒れが発生し、高すぎると熱劣化や黄変のリスクが高まります。
押出成形後の冷却工程は、成形品の寸法精度と外観品質に直結します。
冷却条件の管理ポイント:
特に肉厚が3mm以上の成形品では、表面と内部の冷却速度差が大きくなります。内部ひずみを抑えるため、冷却水槽の温度を高めに設定し、ゆっくりと冷却することが重要です。
PC押出成形における品質管理では、以下の項目を定期的にチェックします。
工程内検査項目:
| 検査項目 | 管理基準 | 検査頻度 |
|---|---|---|
| 寸法精度 | 図面公差内±0.1〜0.3mm | 成形開始時・1時間毎 |
| 外観(銀条・気泡) | 目視検査で欠陥ゼロ | 連続監視 |
| 透明度 | 光線透過率87%以上 | ロット毎 |
| 水分率 | 0.02%以下 | 材料投入前・4時間毎 |
| 引張強度 | 規格値の95%以上 | ロット毎サンプリング |
成形開始時の初品確認と、安定生産中の定期チェックを組み合わせることで、品質の安定性を確保します。
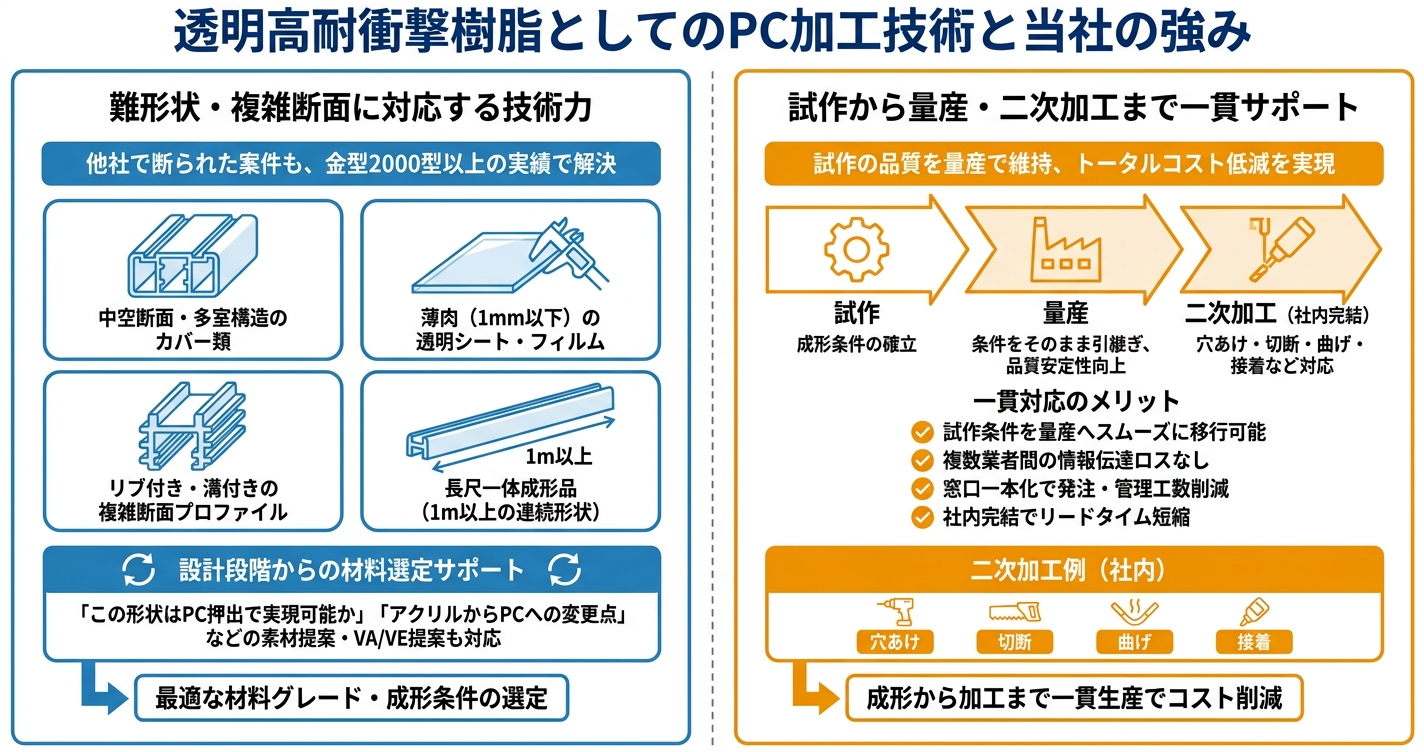
PC押出成形は、成形温度が高く材料管理も厳格さが求められるため、対応できる成形メーカーは限られています。「他社に相談したが断られた」というケースも少なくありません。
当社では、金型2000型以上の実績を通じて培った技術力により、難形状・複雑断面のPC押出成形に対応しています。
対応可能な形状例:
設計段階からの材料選定サポート実績も豊富です。「この形状はPC押出で実現可能か」「アクリルからPCへ変更した場合の設計変更点は何か」といった素材提案・VA/VE提案も、技術スタッフが対応いたします。
樹脂押出成形では、試作で確認した品質を量産でも維持することが重要です。当社では、試作から量産、さらに二次加工まで一貫して対応できる体制を整えています。
一貫対応のメリット:
また、押出成形後の穴あけ・切断・曲げ・接着などの二次加工も社内で対応しています。成形から加工まで一貫生産することで、トータルコストの低減を実現します。
当社では、お客様の用途・要求仕様に応じた最適な材料グレード・成形条
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。






デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


