目次
ゴムのような柔軟性がほしいけれど、加硫工程のコストや納期がネックになっている。そんな課題を抱える設計者や購買担当者が増えています。その解決策として注目されているのが、TPE(熱可塑性エラストマー)の押出成形です。
TPEは「ゴムのような弾性」と「プラスチックのような成形性」を両立した素材です。押出成形との相性が良く、連続生産や長尺部品の製造に適しています。本記事では、TPE押出成形の基礎から種類別の特性、設計時の注意点まで、実務で役立つ情報を解説します。
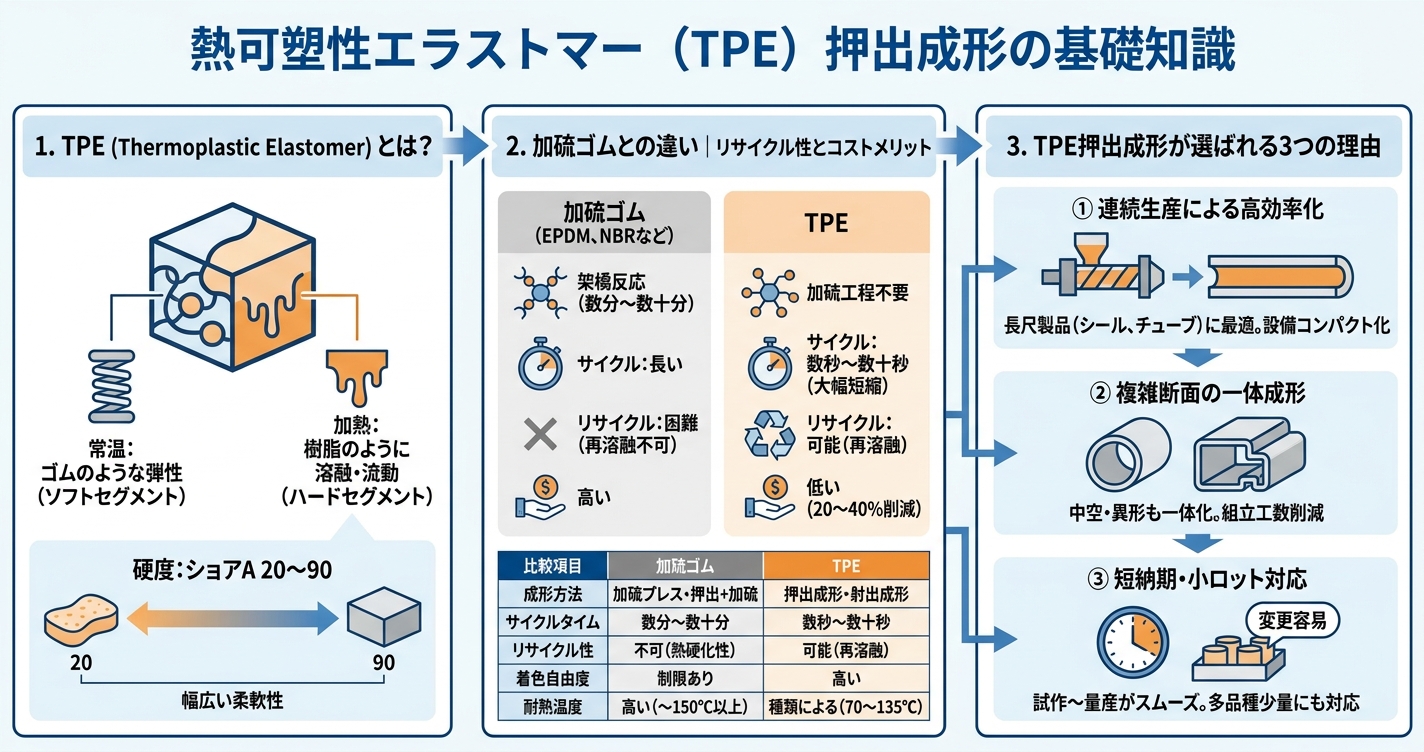
TPE(Thermoplastic Elastomer)は、常温ではゴムのような弾性を示します。一方、加熱すると熱可塑性樹脂のように溶融・流動する特性を持ちます。この二面性から「サーモプラスチックエラストマー」とも呼ばれます。
分子構造上、TPEはハードセグメント(剛性を担う部分)とソフトセグメント(弾性を担う部分)で構成されます。この構造により、硬度ショアA 20〜90程度まで幅広い柔軟性を実現できます。
従来の加硫ゴム(EPDM、NBRなど)は、架橋反応により分子を三次元的に結合させます。この工程には数分〜数十分の加硫時間が必要です。さらに、一度架橋したゴムは再溶融できないため、リサイクルが困難です。
TPEは加硫工程が不要なため、成形サイクルを大幅に短縮できます。スクラップ材の再利用も可能で、材料ロスの削減につながります。加硫ゴムと比較した場合、トータルコストで20〜40%の削減が見込めるケースもあります。
| 比較項目 | 加硫ゴム | TPE |
|---|---|---|
| 成形方法 | 加硫プレス・押出+加硫 | 押出成形・射出成形 |
| サイクルタイム | 数分〜数十分 | 数秒〜数十秒 |
| リサイクル性 | 不可(熱硬化性) | 可能(再溶融) |
| 着色自由度 | 制限あり | 高い |
| 耐熱温度 | 高い(〜150℃以上) | 種類による(70〜135℃) |
1. 連続生産による高効率化
押出成形は材料を連続的に金型から押し出す方式です。長尺のシール材やガスケット、チューブなどの製造に最適です。加硫ラインが不要なため、設備もコンパクトに収まります。
2. 複雑断面の一体成形
押出成形では、中空形状や異形断面も一体で成形可能です。複数部品の組み立て工程を削減でき、製品の信頼性向上にも寄与します。
3. 短納期・小ロット対応
金型変更が比較的容易で、多品種少量生産にも対応しやすい特性があります。試作から量産への移行もスムーズです。
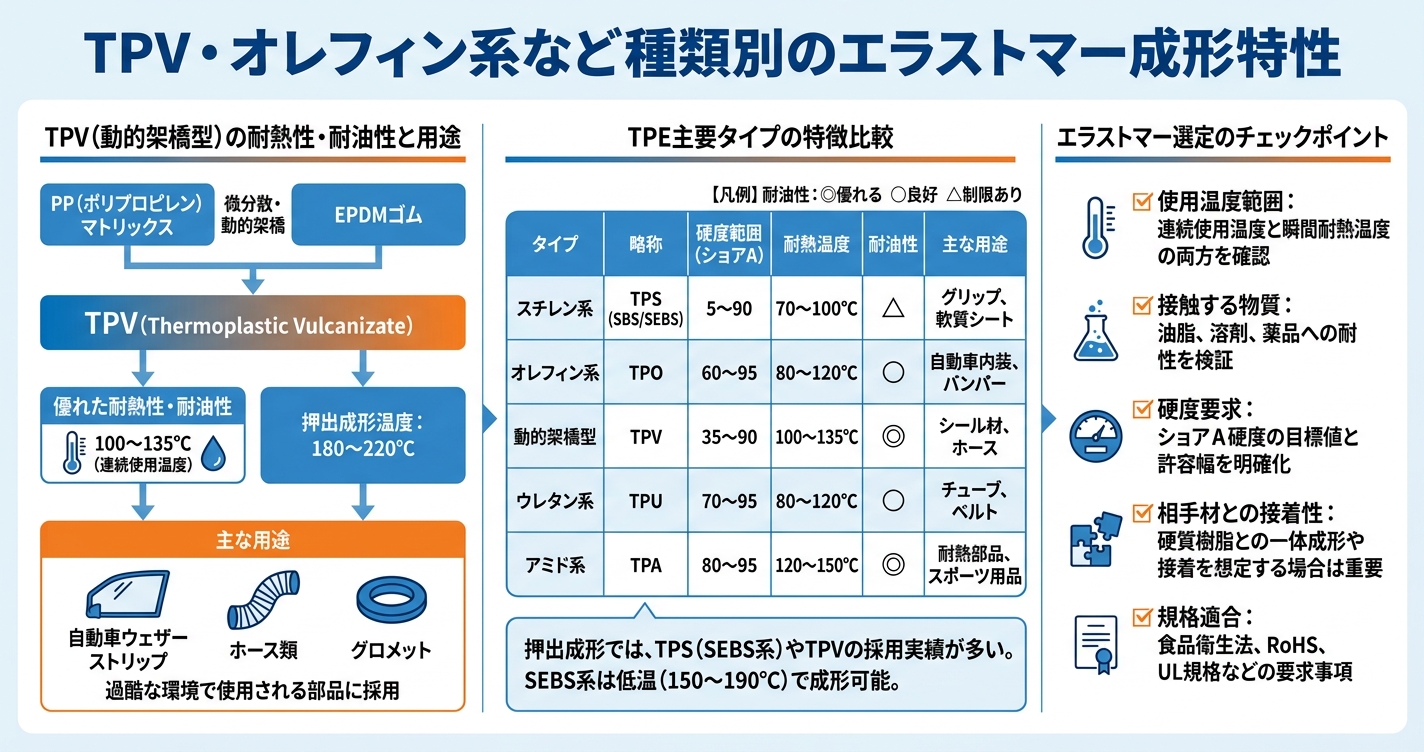
TPV(Thermoplastic Vulcanizate)は、PP(ポリプロピレン)マトリックス中にEPDMゴムを微分散・動的架橋させた材料です。TPEの中でも耐熱性・耐油性に優れ、連続使用温度は100〜135℃に達します。
自動車のウェザーストリップやホース類、グロメットなど、過酷な環境で使用される部品に採用されています。押出成形温度は180〜220℃が一般的です。
TPEは化学構造により複数のタイプに分類されます。設計者が選定時に参照しやすいよう、主要タイプを比較表にまとめました。
【凡例】耐油性:◎優れる ○良好 △制限あり
| タイプ | 略称 | 硬度範囲(ショアA) | 耐熱温度 | 耐油性 | 主な用途 |
|---|---|---|---|---|---|
| スチレン系 | TPS(SBS/SEBS) | 5〜90 | 70〜100℃ | △ | グリップ、軟質シート |
| オレフィン系 | TPO | 60〜95 | 80〜120℃ | ○ | 自動車内装、バンパー |
| 動的架橋型 | TPV | 35〜90 | 100〜135℃ | ◎ | シール材、ホース |
| ウレタン系 | TPU | 70〜95 | 80〜120℃ | ○ | チューブ、ベルト |
| アミド系 | TPA | 80〜95 | 120〜150℃ | ◎ | 耐熱部品、スポーツ用品 |
押出成形では、TPS(SEBS系)やTPVの採用実績が多くあります。特にSEBS系は押出加工性に優れ、比較的低温(150〜190℃)で成形できます。
エラストマー成形で材料を選定する際は、以下の項目を確認してください。
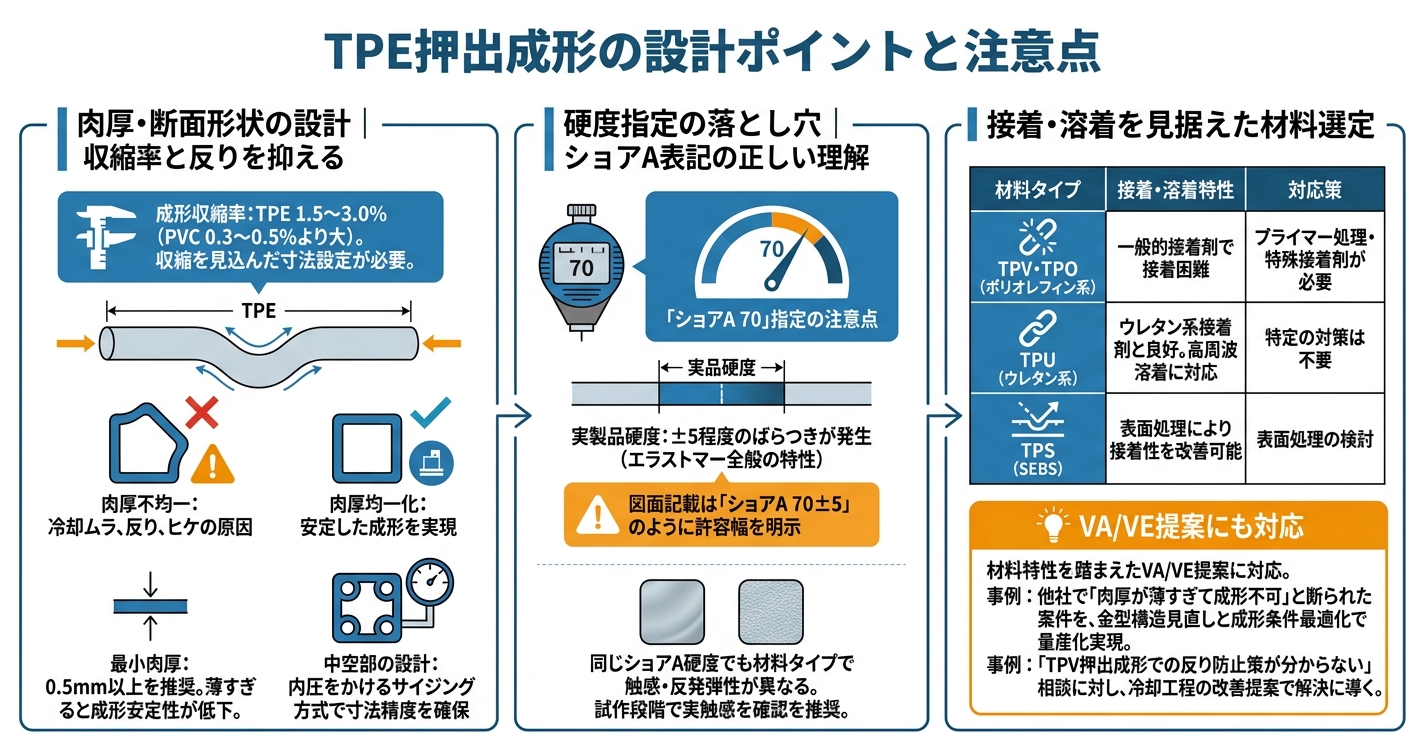
TPEの成形収縮率は1.5〜3.0%程度で、PVC(0.3〜0.5%)より大きい傾向があります。設計時は収縮を見込んだ寸法設定が必要です。
断面設計では、以下の点に注意してください。
「ショアA 70」と指定しても、実際の製品硬度は±5程度のばらつきが生じます。これはTPE特有の現象ではなく、エラストマー全般に共通する特性です。
また、同じショアA硬度でも、材料タイプにより触感や反発弾性が異なります。試作段階で実際の触感を確認することを推奨します。図面への硬度記載は「ショアA 70±5」のように許容幅を明示してください。
TPEは種類によって接着・溶着の難易度が異なります。
二次加工で接着や溶着を予定している場合は、材料選定段階で加工方法を考慮してください。当社では、材料特性を踏まえたVA/VE提案にも対応しています。たとえば、他社で「肉厚が薄すぎて成形不可」と断られた案件について、金型構造の見直しと成形条件の最適化により量産化を実現した実績があります。また、「TPV 押出成形での反り防止策が分からない」といったご相談でも、冷却工程の改善提案で解決に導いています。
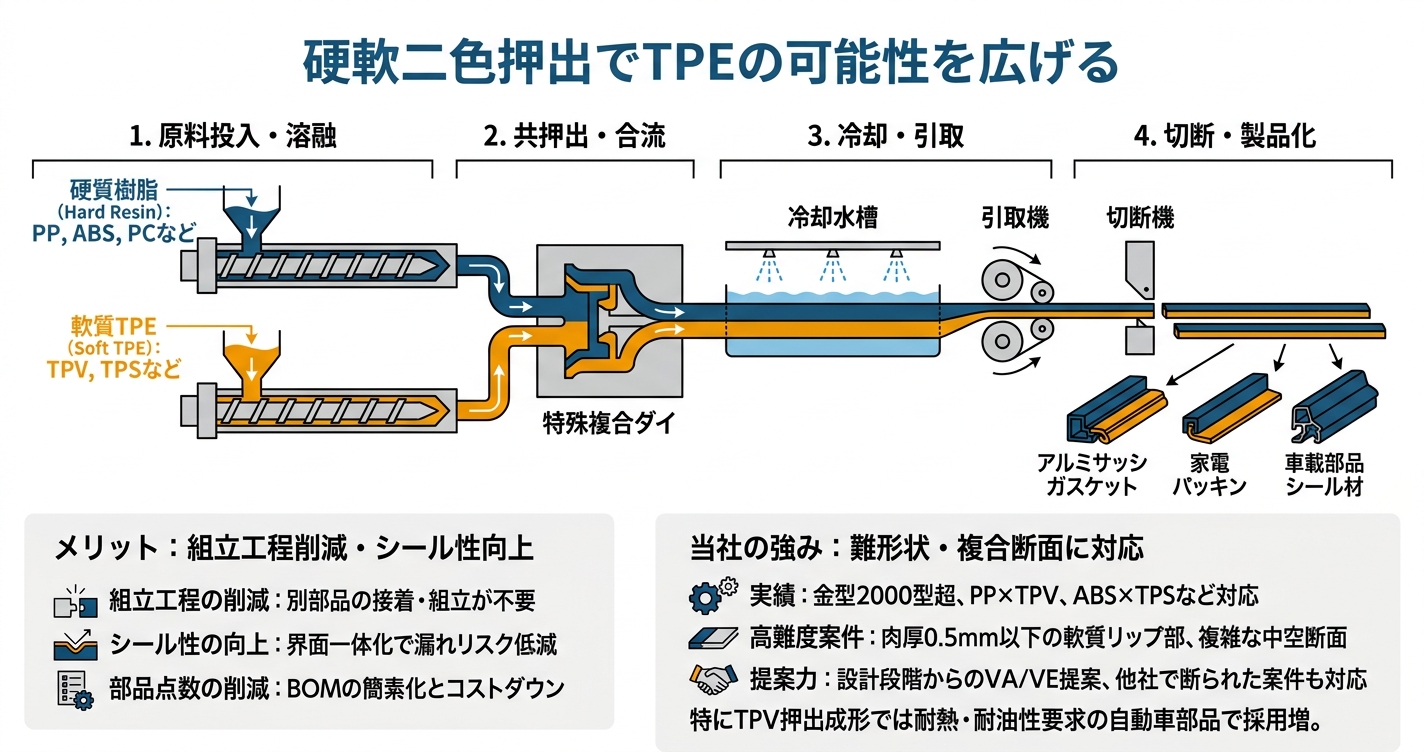
サーモプラスチックエラストマーの用途をさらに広げる技術が「硬軟二色押出」です。硬質樹脂(PP、ABS、PCなど)とTPEを同時に押し出し、一体化した製品を成形します。
この技術により、以下のメリットが生まれます。
例えば、アルミサッシのガスケットや家電のパッキン、車載部品のシール材などで採用されています。硬質部分が構造を担い、軟質部分がシール機能を果たす設計が可能です。
当社は金型2000型超の実績を持ち、硬軟二色押出を得意としています。PP×TPV、ABS×TPSなど、さまざまな材料の組み合わせに対応可能です。
特にTPV 押出成形では、耐熱性と耐油性を要求される自動車部品での採用が増えています。硬質樹脂との接合界面の密着性確保や、複雑な中空断面への対応など、高度な技術が求められる案件でも実績を重ねています。
以下のような案件にも対応しています。
設計段階からのVA/VE提案も実施しています。従来のゴム部品からTPEへの切り替えや、複数部品の一体化など、コスト削減につながるご提案が可能です。
TPE押出成形は、ゴムの柔軟性と樹脂の成形性を両立した製造方法です。加硫工程が不要なため、サイクルタイム短縮とリサイクル性の向上が見込めます。
材料選定では、TPV、TPS、TPOなど各タイプの耐熱性・耐油性・硬度範囲を比較検討してください。設計時は収縮率の大きさと硬度許容幅に注意が必要です。
さらに、硬軟二色押出を活用すれば、硬質樹脂とサーモプラスチックエラストマーの一体成形が可能になります。組立工程の削減や部品点数の削減など、トータルコストの改善につながります。
当社は硬軟二色押出と難形状対応を強みとしており、TPV 押出成形をはじめとする高機能エラストマー製品の開発実績も豊富です。TPE押出成形でお困りの際は、試作段階からご相談ください。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。

デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。