目次
軽量化のためにPP材への切り替えを検討しているが、収縮や反りが心配」「タルク配合PPで剛性を上げたいが、最適な配合率がわからない」——こうした課題を抱える設計者・購買担当者は少なくありません。
ポリプロピレン(PP)は、比重0.9と樹脂の中でも最軽量クラスでありながら、耐薬品性・耐熱性に優れたバランスの良い材料です。押出成形との相性も良く、自動車部品から食品・医療分野まで幅広く採用されています。
本記事では、PP押出成形の基礎知識から、タルク配合による物性向上、成形トラブルの対策、そして具体的な用途事例まで体系的に解説します。材料選定や設計判断の参考としてお役立てください。
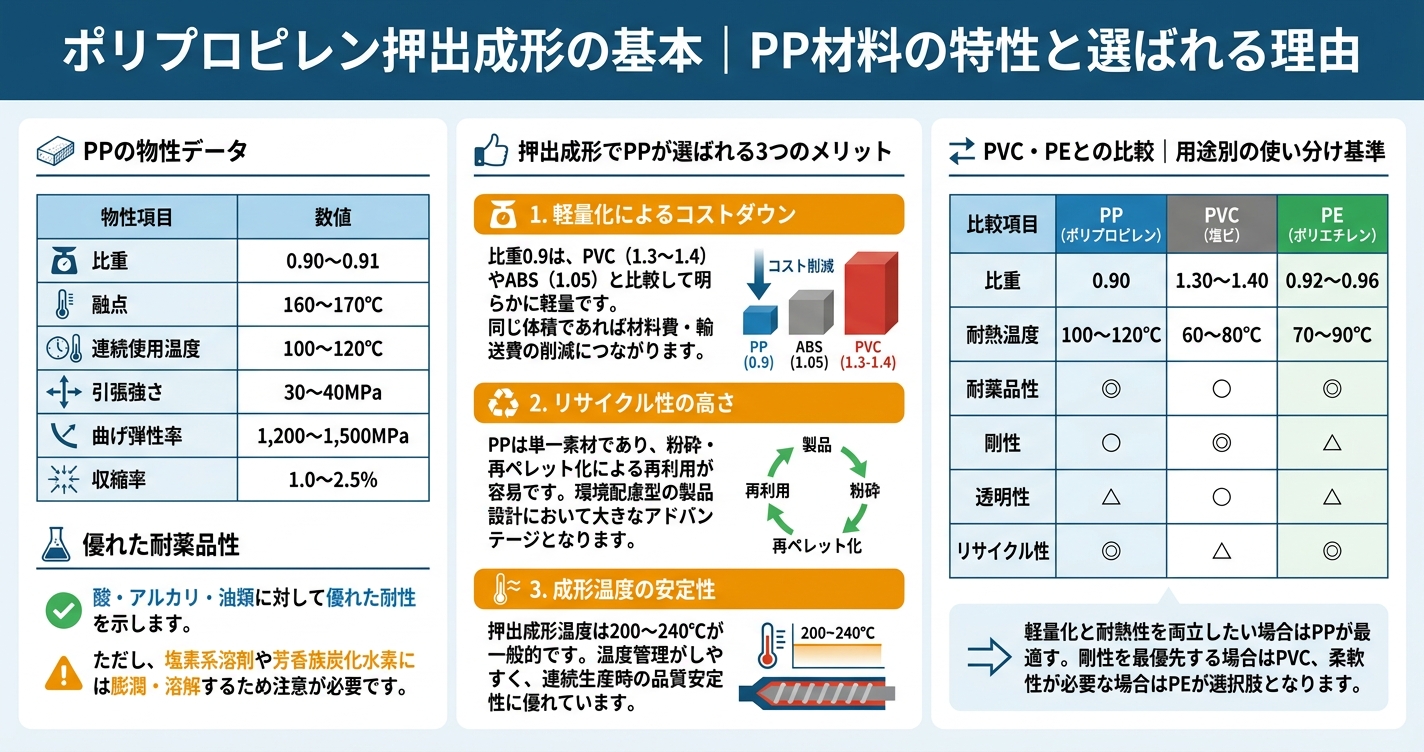
ポリプロピレン(PP)は、汎用プラスチックの中でも特にバランスの取れた物性を持つ材料です。以下に代表的な物性値を示します。
| 物性項目 | 数値 |
|---|---|
| 比重 | 0.90〜0.91 |
| 融点 | 160〜170℃ |
| 連続使用温度 | 100〜120℃ |
| 引張強さ | 30〜40MPa |
| 曲げ弾性率 | 1,200〜1,500MPa |
| 収縮率 | 1.0〜2.5% |
耐薬品性においては、酸・アルカリ・油類に対して優れた耐性を示します。ただし、塩素系溶剤や芳香族炭化水素には膨潤・溶解するため注意が必要です。
PP押出成形が多くの製品で採用される理由は、以下の3点に集約されます。
1. 軽量化によるコストダウン
比重0.9は、PVC(1.3〜1.4)やABS(1.05)と比較して明らかに軽量です。同じ体積であれば材料費・輸送費の削減につながります。
2. リサイクル性の高さ
PPは単一素材であり、粉砕・再ペレット化による再利用が容易です。環境配慮型の製品設計において大きなアドバンテージとなります。
3. 成形温度の安定性
押出成形温度は200〜240℃が一般的です。温度管理がしやすく、連続生産時の品質安定性に優れています。
材料選定時に比較されることの多いPVC・PEとの違いを整理します。
| 比較項目 | PP | PVC | PE |
|---|---|---|---|
| 比重 | 0.90 | 1.30〜1.40 | 0.92〜0.96 |
| 耐熱温度 | 100〜120℃ | 60〜80℃ | 70〜90℃ |
| 耐薬品性 | ◎ | ○ | ◎ |
| 剛性 | ○ | ◎ | △ |
| 透明性 | △ | ○ | △ |
| リサイクル性 | ◎ | △ | ◎ |
軽量化と耐熱性を両立したい場合はPPが最適です。剛性を最優先する場合はPVC、柔軟性が必要な場合はPEが選択肢となります。
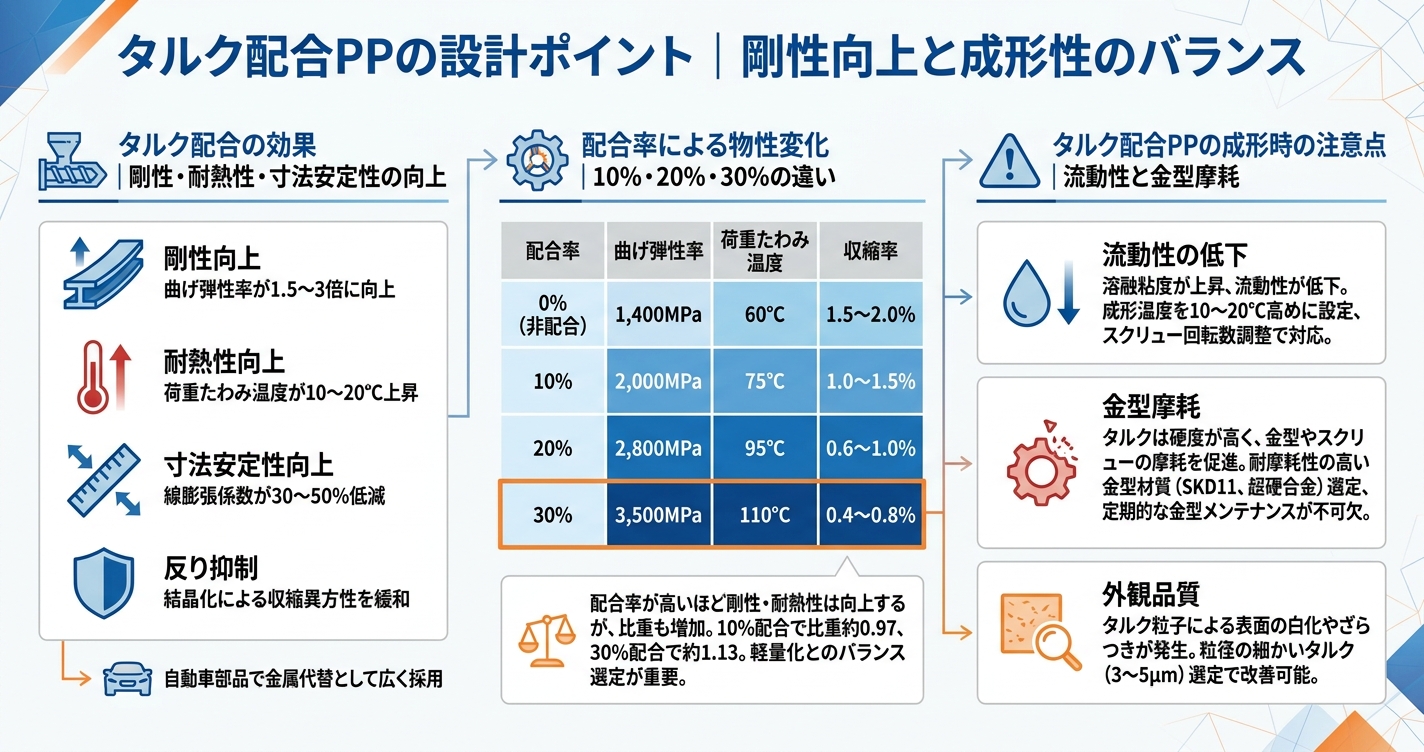
タルク(滑石)は、PPの物性を改善するための代表的な無機フィラーです。配合によって得られる主な効果は以下の通りです。
特に自動車部品では、金属代替として十分な剛性を確保するためにタルク配合PPが広く採用されています。
タルク配合率によって物性は大きく変化します。設計時の参考として、代表的な数値を示します。
| 配合率 | 曲げ弾性率 | 荷重たわみ温度 | 収縮率 |
|---|---|---|---|
| 0%(非配合) | 1,400MPa | 60℃ | 1.5〜2.0% |
| 10% | 2,000MPa | 75℃ | 1.0〜1.5% |
| 20% | 2,800MPa | 95℃ | 0.6〜1.0% |
| 30% | 3,500MPa | 110℃ | 0.4〜0.8% |
配合率が高いほど剛性・耐熱性は向上しますが、比重も増加します。10%配合で比重は約0.97、30%配合では約1.13となります。軽量化とのバランスを考慮した配合率選定が重要です。
タルク配合PPの押出成形では、以下の点に注意が必要です。
流動性の低下
タルク配合率が高くなると、溶融粘度が上昇し流動性が低下します。成形温度を10〜20℃高めに設定し、スクリュー回転数の調整で対応します。
金型摩耗
タルクは硬度が高く、金型やスクリューの摩耗を促進します。耐摩耗性の高い金型材質(SKD11、超硬合金)の選定や、定期的な金型メンテナンスが不可欠です。
外観品質
タルク粒子による表面の白化やざらつきが発生することがあります。粒径の細かいタルク(3〜5μm)を選定することで改善可能です。
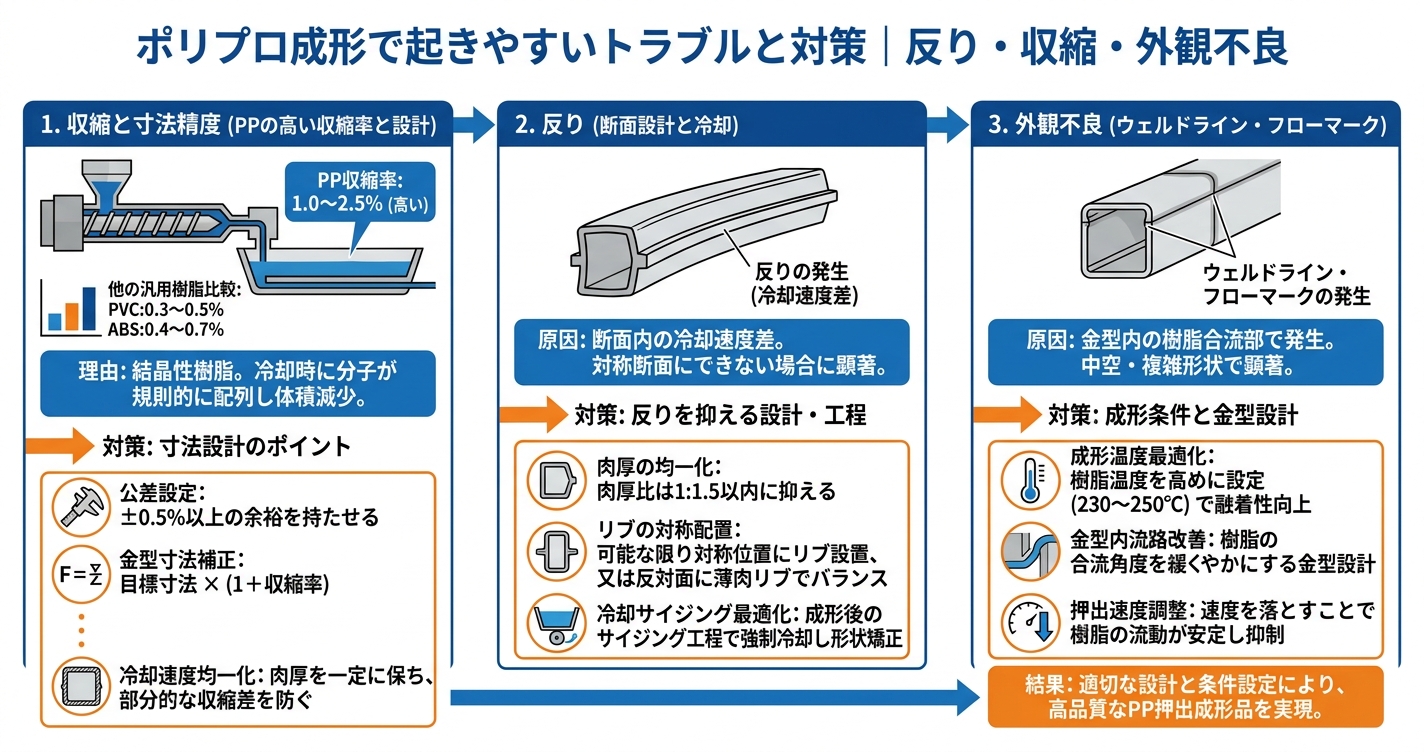
PPの収縮率は1.0〜2.5%と、他の汎用樹脂(PVC:0.3〜0.5%、ABS:0.4〜0.7%)と比較して高い値を示します。これはPPが結晶性樹脂であり、冷却時に分子が規則的に配列することで体積が減少するためです。
寸法精度を確保するための設計ポイントは以下の通りです。
PP押出成形品の反りは、断面内の冷却速度差によって発生します。対称断面にできない場合は、以下の設計対策が有効です。
肉厚の均一化
肉厚差が大きいと、薄肉部が先に冷却・収縮し、反りの原因となります。肉厚比は1:1.5以内に抑えることが目安です。
リブの対称配置
片面のみにリブを配置すると、リブ側への反りが発生します。可能な限り対称位置にリブを設けるか、反対面に薄肉リブを追加してバランスを取ります。
冷却サイジングの最適化
成形後のサイジング工程で強制冷却し、形状を矯正することも有効です。
押出成形においても、金型内の樹脂合流部でウェルドラインが発生することがあります。特に中空断面や複雑形状で顕著です。
対策1: 成形温度の最適化
樹脂温度を高めに設定(230〜250℃)し、合流部での融着性を向上させます。
対策2: 金型内流路の改善
樹脂の合流角度を緩やかにする金型設計で、ウェルド強度を改善できます。
対策3: 押出速度の調整
速度を落とすことで、樹脂の流動が安定し、フローマークの発生を抑制できます。
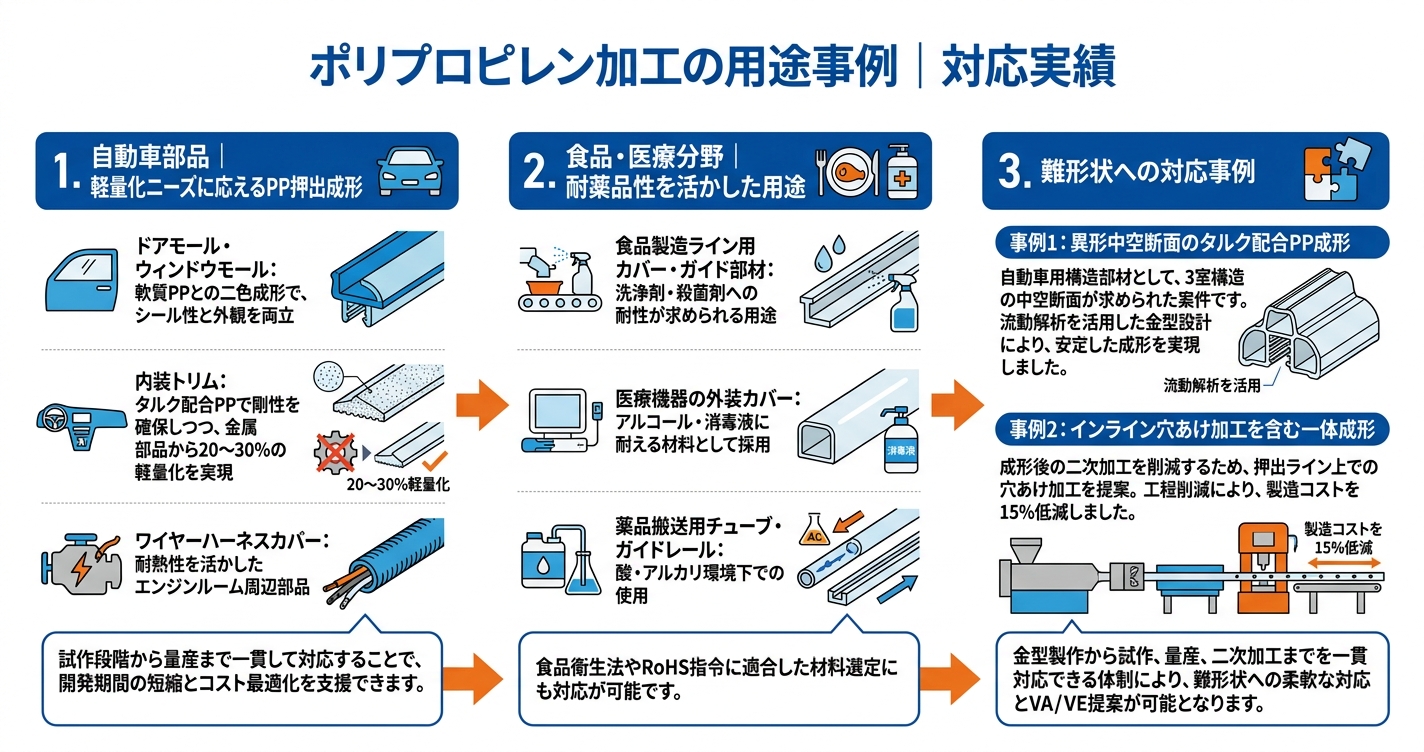
自動車業界では、燃費向上・EV航続距離延長のため軽量化ニーズが高まっています。PP押出成形は、以下の部品で採用実績があります。
試作段階から量産まで一貫して対応することで、開発期間の短縮とコスト最適化を支援できます。
PPの耐薬品性は、食品・医療分野で高く評価されています。
食品衛生法やRoHS指令に適合した材料選定にも対応が可能です。
「中空部が多く、金型が作れないと言われた」「肉厚差が大きく、反りが抑えられない」——このような理由で他社に断られた案件についても、対応実績があります。
事例1: 異形中空断面のタルク配合PP成形
自動車用構造部材として、3室構造の中空断面が求められた案件です。流動解析を活用した金型設計により、安定した成形を実現しました。
事例2: インライン穴あけ加工を含む一体成形
成形後の二次加工を削減するため、押出ライン上での穴あけ加工を提案。工程削減により、製造コストを15%低減しました。
金型製作から試作、量産、二次加工までを一貫対応できる体制により、難形状への柔軟な対応とVA/VE提案が可能となります。
PP押出成形は、軽量性・耐薬品性・コストバランスに優れた加工法です。タルク配合による剛性向上や、適切な断面設計による反り対策を行うことで、幅広い用途に対応できます。
材料選定においては、PVCやPEとの比較検討を行い、製品要求に最適な材料を選ぶことが重要です。収縮率の高さや成形トラブルへの対策も、設計段階から考慮しておくことで、量産時の品質安定につながります。
PP押出成形でお困りの際は、金型製作実績を持つ専門業者への相談をおすすめします。試作から量産・二次加工までの一貫対応により、開発期間の短縮とコスト最適化が実現できます。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。






デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


