目次
「リサイクル樹脂を使いたいが、品質が安定しない」「再生プラで押出成形すると不良率が上がる」——こうした悩みを抱える設計者・購買担当者は少なくありません。サステナビリティへの要請が高まる中、リサイクル材の採用は避けて通れない課題です。しかし、バージン材と同等の品質を確保するには、適切な分析・選別・成形条件の設計が不可欠です。本記事では、リサイクル樹脂を押出成形で活用し、品質を担保するための技術と実践アプローチを解説します。
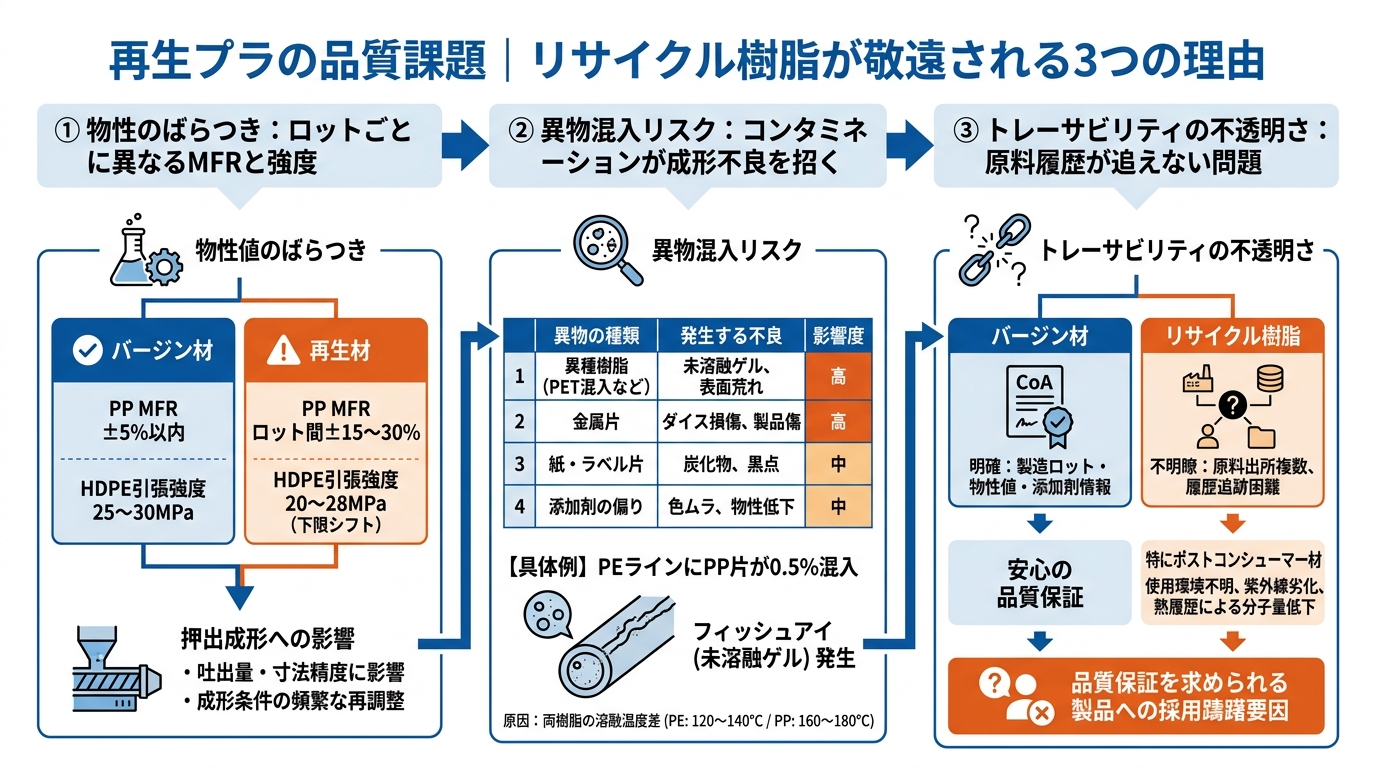
リサイクル樹脂の採用をためらう企業には、共通する3つの品質課題があります。これらを正しく理解することが、対策を講じる第一歩です。
リサイクル樹脂の最大の課題は、物性値のばらつきです。バージン材のPP(ポリプロピレン)はMFR(メルトフローレート)が±5%以内で安定しています。一方、再生PPではロット間で±15〜30%のばらつきが生じることがあります。
引張強度についても同様です。バージン材のHDPE(高密度ポリエチレン)が25〜30MPaの範囲に収まるのに対し、再生材では20〜28MPaと下限側にシフトする傾向があります。このばらつきは、原料となる廃プラスチックの履歴や劣化度合いに起因します。押出成形では、MFRの変動が直接的に吐出量や寸法精度に影響するため、成形条件の再調整が頻繁に必要となります。
再生樹脂には、異種材料や金属片、ラベル片などが混入するリスクがあります。特に問題となるのは、以下の異物です。
| 異物の種類 | 発生する不良 | 影響度 |
|---|---|---|
| 異種樹脂(PET混入など) | 未溶融ゲル、表面荒れ | 高 |
| 金属片 | ダイス損傷、製品傷 | 高 |
| 紙・ラベル片 | 炭化物、黒点 | 中 |
| 添加剤の偏り | 色ムラ、物性低下 | 中 |
PE(ポリエチレン)ラインにPP片が0.5%混入しただけで、押出製品の表面にフィッシュアイ(未溶融ゲル)が発生します。これは両樹脂の溶融温度差(PEは120〜140℃、PPは160〜180℃)に起因します。
バージン材では、樹脂メーカーが発行するCoA(分析証明書)により、製造ロット・物性値・添加剤情報が明確です。しかし、リサイクル樹脂では原料の出所が複数にまたがり、履歴の追跡が困難なケースが多く見られます。
特にポストコンシューマー材(使用済み製品由来)では、どのような環境で使用されたか不明です。紫外線劣化や熱履歴による分子量低下が進んでいる可能性があります。この不透明さが、品質保証を求められる製品へのリサイクル材採用を躊躇させる要因となっています。
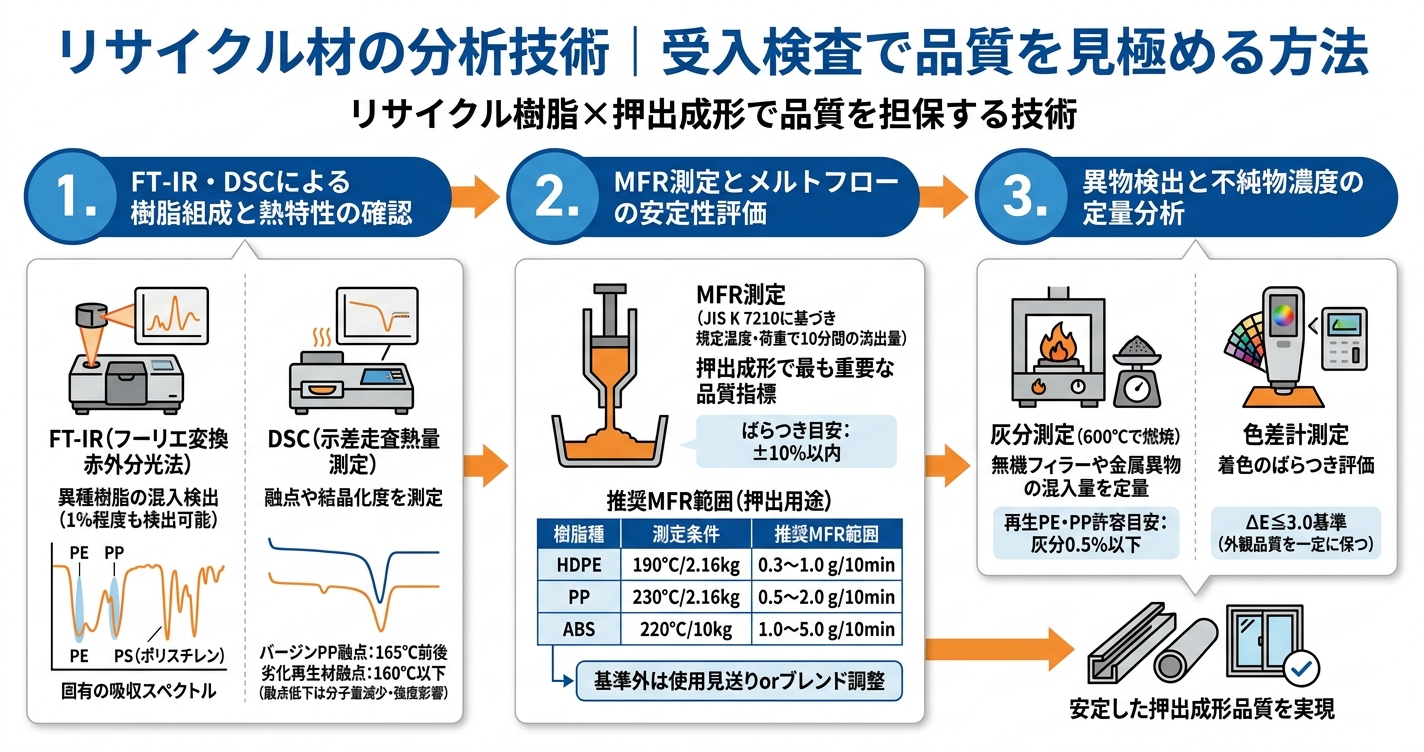
リサイクル樹脂の品質を担保するには、受入段階での適切な分析が不可欠です。ここでは、押出成形に必要な3つの分析技術を解説します。
FT-IR(フーリエ変換赤外分光法)は、樹脂の種類を特定する基本的な分析手法です。異種樹脂の混入を検出できるため、受入検査の第一段階として実施します。PE、PP、PS(ポリスチレン)などは、それぞれ固有の吸収スペクトルを示します。1%程度の異種材混入も検出可能です。
DSC(示差走査熱量測定)は、融点や結晶化度を測定します。リサイクルPPの場合、バージン材の融点が165℃前後であるのに対し、劣化が進んだ再生材では160℃以下に低下することがあります。融点の低下は分子量の減少を示唆し、成形品の機械強度に影響します。
MFR測定は、押出成形において最も重要な品質指標です。JIS K 7210に基づき、規定温度・荷重で10分間に流出する樹脂量を測定します。
押出成形で安定した品質を得るには、MFRのばらつきを±10%以内に抑えることが目安です。入荷ロットごとにMFRを測定し、基準値から外れた材料は使用を見送るか、ブレンド比率で調整します。
| 樹脂種 | 測定条件 | 推奨MFR範囲(押出用途) |
|---|---|---|
| HDPE | 190℃/2.16kg | 0.3〜1.0 g/10min |
| PP | 230℃/2.16kg | 0.5〜2.0 g/10min |
| ABS | 220℃/10kg | 1.0〜5.0 g/10min |
異物検出には、灰分測定と目視検査を組み合わせます。灰分測定は、樹脂を600℃で燃焼させた残渣を計量する方法です。無機フィラーや金属異物の混入量を定量できます。再生PE・PPでは、灰分0.5%以下が押出成形での許容目安となります。
また、色差計によるΔE値の測定も有効です。着色のばらつきが大きい再生材では、ΔE≦3.0を基準とすることで、外観品質を一定に保てます。
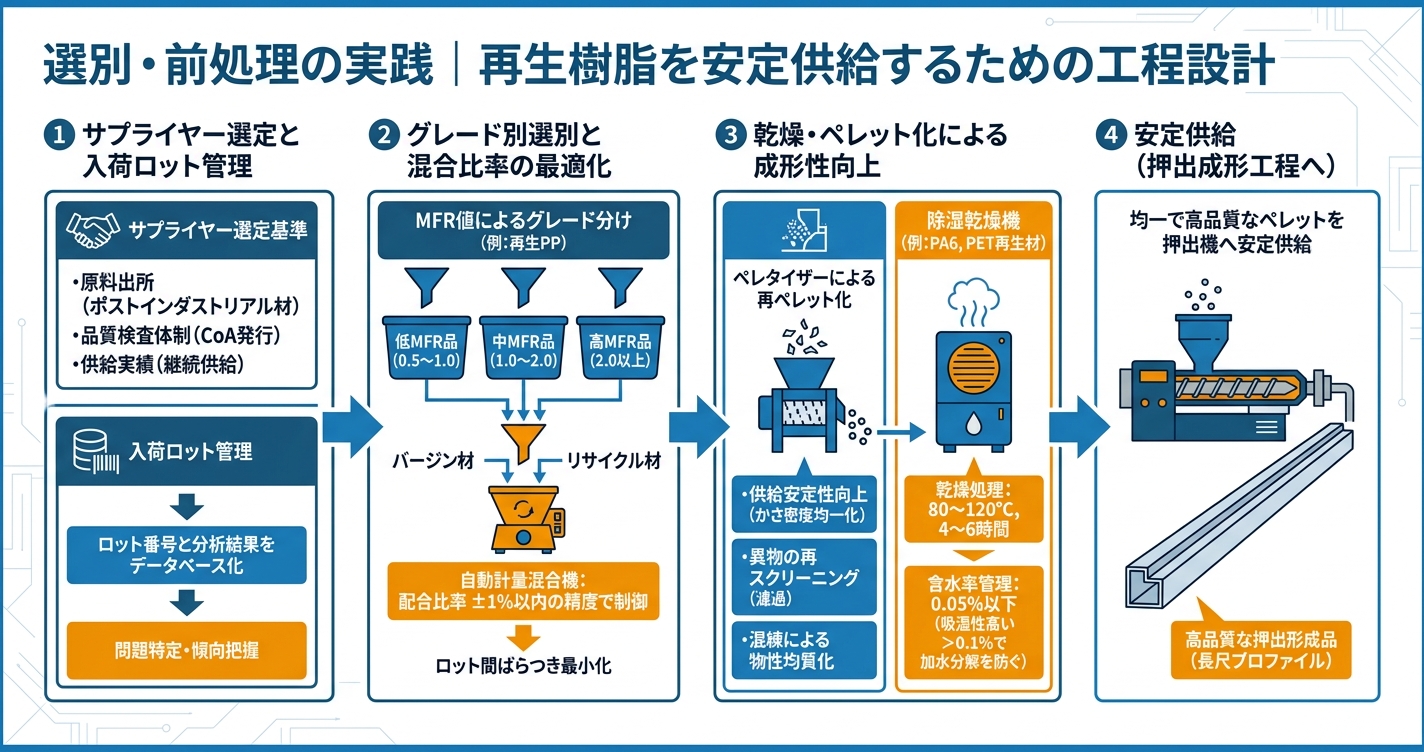
分析で品質を見極めた後は、選別・前処理によって成形に適した状態に整えます。この工程設計が、量産時の品質安定に直結します。
リサイクル樹脂は、MFR値や色調に応じてグレード分けを行います。例えば、再生PPを「低MFR品(0.5〜1.0)」「中MFR品(1.0〜2.0)」「高MFR品(2.0以上)」の3グレードに選別します。用途に応じて適切なグレードを選定し、必要に応じてブレンドしてMFRを調整します。
混合比率の管理も重要です。自動計量混合機を使用し、バージン材とリサイクル材の配合比を±1%以内の精度で制御します。これにより、ロット間のばらつきを最小化できます。
リサイクル樹脂は、フレーク状やチップ状で入荷することが多く、形状が不均一です。このままでは押出機への供給が安定しません。ペレタイザーで再ペレット化することで、以下の効果が得られます。
乾燥工程も必須です。ナイロン(PA6)やPET再生材は吸湿性が高く、含水率0.1%以上で加水分解を起こします。除湿乾燥機で80〜120℃、4〜6時間の乾燥処理を行い、含水率0.05%以下に管理します。
安定した品質のリサイクル材を確保するには、サプライヤー選定が重要です。選定基準として、以下の項目を確認します。
入荷後は、ロット番号と分析結果を紐付けてデータベース化します。過去の成形実績と照合することで、問題ロットの特定や品質傾向の把握が可能となります。
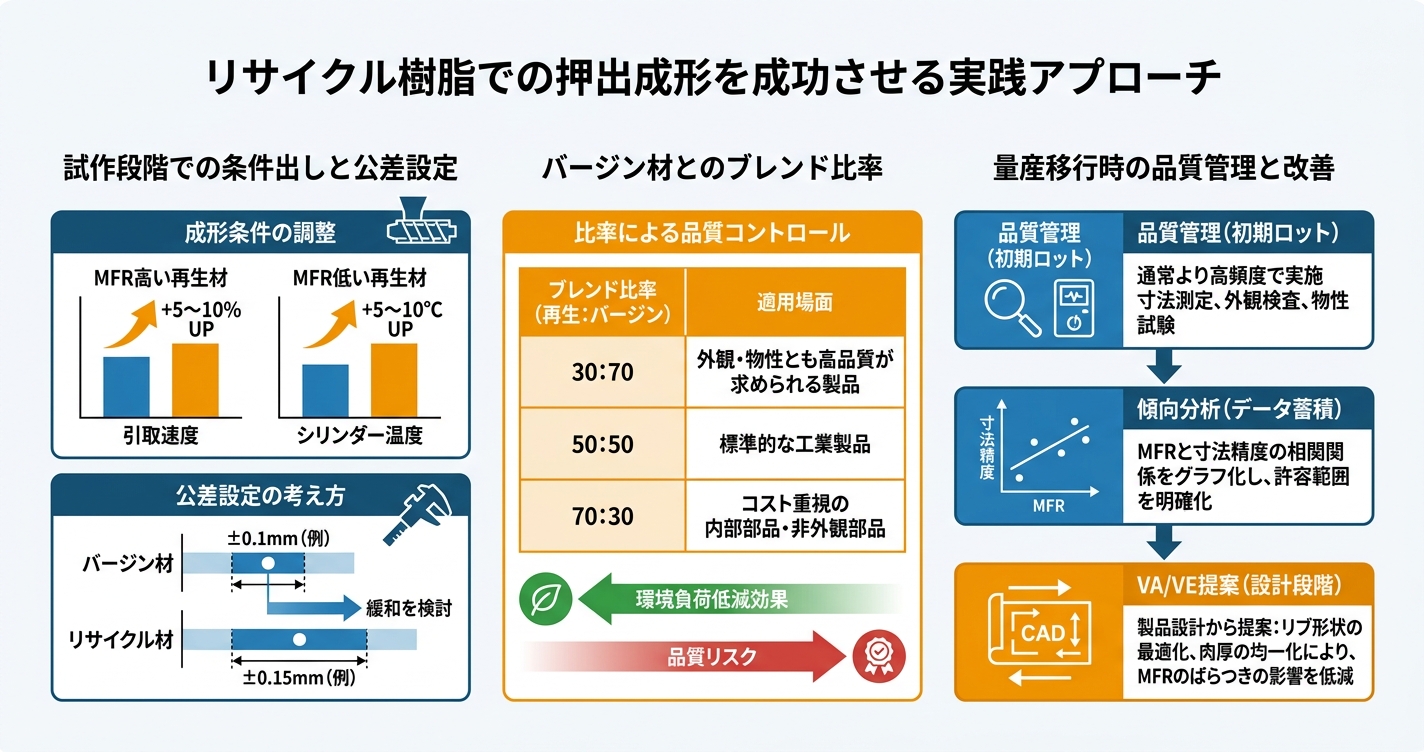
分析・選別を経たリサイクル樹脂を、実際に押出成形で活用するための実践的なアプローチを解説します。
リサイクル樹脂を用いた押出成形では、試作段階での成形条件出しが特に重要です。バージン材の条件をそのまま適用すると、寸法精度や表面品質に問題が生じることがあります。
MFRがバージン材より高い再生材では、引取速度を5〜10%上げて対応します。逆にMFRが低い場合は、シリンダー温度を5〜10℃上げて流動性を確保します。試作では、想定されるMFRの上限・下限で成形を行い、許容できる公差範囲を事前に確認しておくことが重要です。
公差設定においては、バージン材より広めに設定することが現実的です。例えば、バージン材で±0.1mmの公差が求められる製品では、リサイクル材使用時は±0.15mmに緩和できないか、設計段階で検討します。
リサイクル材100%での成形が難しい場合、バージン材とのブレンドが有効な選択肢です。一般的には、以下の比率が採用されます。
| ブレンド比率(再生:バージン) | 適用場面 |
|---|---|
| 30:70 | 外観・物性とも高品質が求められる製品 |
| 50:50 | 標準的な工業製品 |
| 70:30 | コスト重視の内部部品・非外観部品 |
ブレンド比率を上げるほど環境負荷低減効果は高まりますが、品質リスクも増加します。試作段階で複数のブレンド比率を検証し、品質とコストのバランスを最適化することが重要です。
リサイクル材を用いた押出成形を量産に移行する際は、初期ロットでの厳密な品質管理が欠かせません。寸法測定、外観検査、物性試験を通常より高頻度で実施し、成形条件の妥当性を検証します。
また、ロットごとの品質データを蓄積し、傾向分析を行うことで、予防的な条件調整が可能となります。MFRと寸法精度の相関関係をグラフ化し、許容範囲を明確化することで、現場での判断基準が明確になります。
VA/VE提案として、製品設計の段階からリサイクル材に適した形状・肉厚を提案することも有効です。例えば、リブ形状の最適化や肉厚の均一化により、MFRのばらつきが寸法精度に与える影響を低減できます。
リサイクル樹脂を押出成形で活用するには、「分析→選別→成形条件の最適化」という一連の品質管理体制が不可欠です。物性のばらつき、異物混入、トレーサビリティの課題を正しく理解し、FT-IR・DSC・MFR測定などの分析技術で受入品質を見極めます。その上で、グレード選別や乾燥・ペレット化の前処理を経て、安定した成形につなげます。
試作段階での条件出しとバージン材とのブレンド比率の検討により、品質とコストのバランスを取ることが可能です。量産移行後も継続的な品質データの収集と分析を行い、改善を重ねることで、リサイクル材でも高品質な押出成形品の安定供給が実現できます。環境配慮と品質の両立は、適切な技術と管理体制があれば決して不可能ではありません。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。






デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


