目次
「透明で耐久性があり、安全性も高い樹脂を探している」「ポリカーボネートの代替素材を検討したい」——そんなお悩みをお持ちの設計者・購買担当者の方は少なくありません。
近年、BPAフリーで安全性が高く、透明性と耐衝撃性を両立する素材として注目されているのが「コポリエステル」です。特にTritanやPCTG、PETGといった樹脂は、食品容器や医療機器、ベビー用品など幅広い分野で採用が進んでいます。
本記事では、コポリエステル押出成形の基礎知識から、各樹脂の特性比較、加工時の注意点、メーカー選びのポイントまで詳しく解説します。
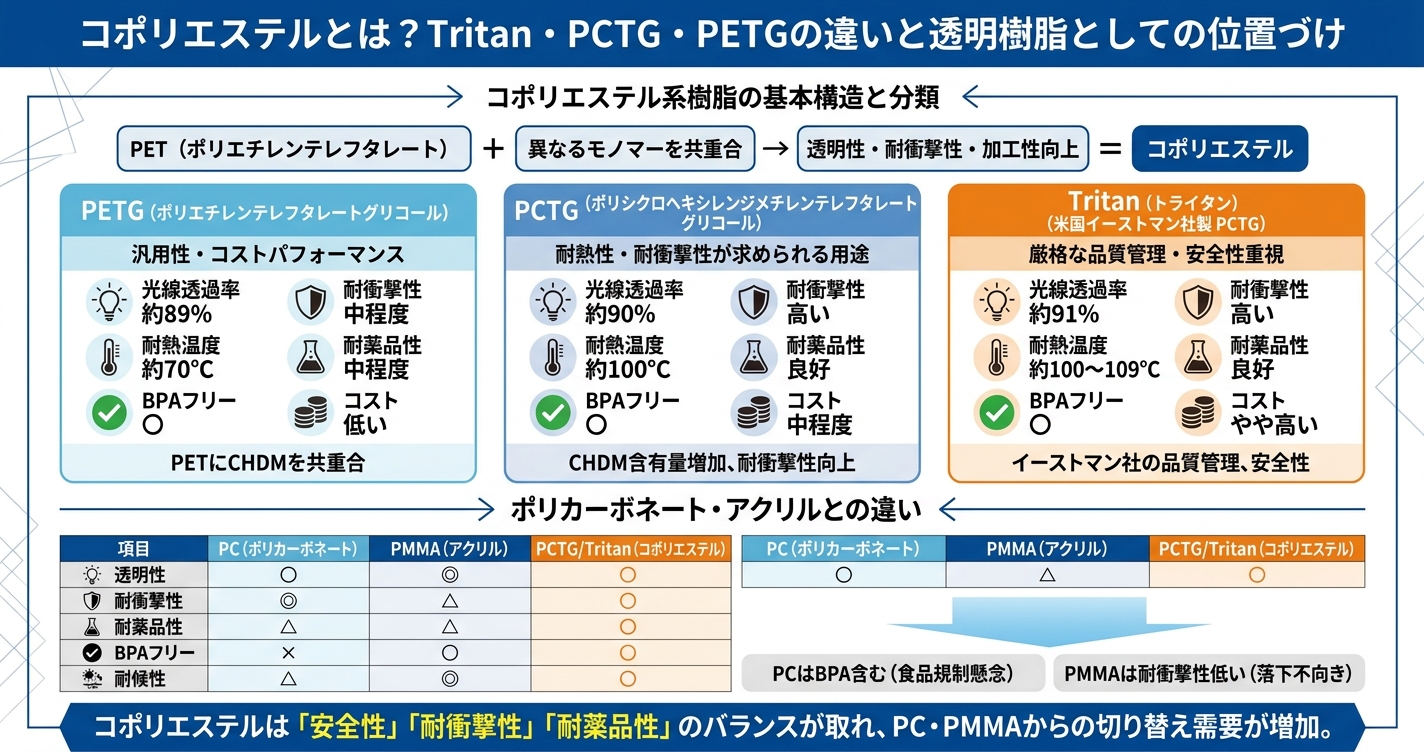
コポリエステルとは、PET(ポリエチレンテレフタレート)を改良した共重合ポリエステル樹脂の総称です。PETの基本構造に異なるモノマーを共重合させることで、透明性・耐衝撃性・加工性を向上させています。
代表的なコポリエステル系樹脂として、以下の3種類があります。
いずれもBPA(ビスフェノールA)を含まない安全な素材として、食品・医療分野で高い評価を得ています。
3つの樹脂は同じコポリエステル系でありながら、物性に違いがあります。
| 項目 | PETG | PCTG | Tritan(PCTG) |
|---|---|---|---|
| 光線透過率 | 約89% | 約90% | 約91% |
| 耐衝撃性 | 中程度 | 高い | 高い |
| 耐熱温度 | 約70℃ | 約100℃ | 約100〜109℃ |
| 耐薬品性 | 中程度 | 良好 | 良好 |
| BPAフリー | ○ | ○ | ○ |
| コスト | 低い | 中程度 | やや高い |
PETGは汎用性とコストパフォーマンスに優れ、PCTGおよびTritanは耐熱性・耐衝撃性が求められる用途に適しています。Tritanはイーストマン社の厳格な品質管理のもとで製造されており、特に安全性を重視する製品で採用されています。
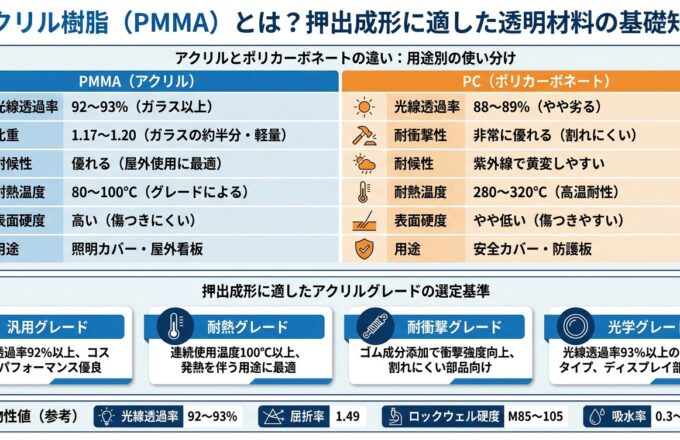
透明樹脂の代表格であるポリカーボネート(PC)やアクリル(PMMA)と比較した場合、コポリエステルには明確な優位性があります。
| 項目 | PC | PMMA | PCTG/Tritan |
|---|---|---|---|
| 透明性 | ○ | ◎ | ○ |
| 耐衝撃性 | ◎ | △ | ○ |
| 耐薬品性 | △ | △ | ○ |
| BPAフリー | × | ○ | ○ |
| 耐候性 | △ | ◎ | ○ |
ポリカーボネートはBPAを含むため、食品接触用途では規制対象となるケースがあります。アクリルは耐衝撃性が低く、落下や衝撃が想定される製品には不向きです。
コポリエステルは「安全性」「耐衝撃性」「耐薬品性」のバランスが取れた素材として、PC・PMMAからの切り替え需要が増加しています。
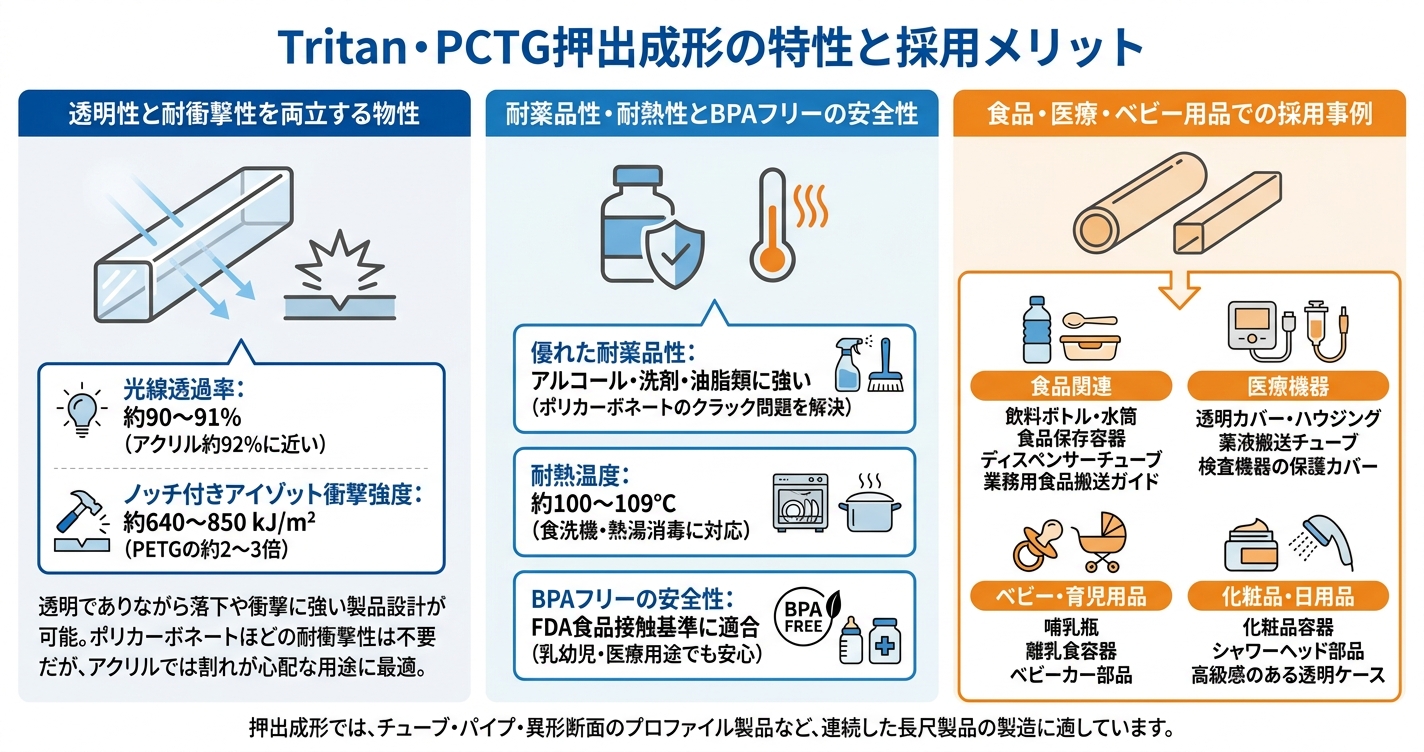
Tritan押出成形およびPCTGの最大の特徴は、高い透明性と優れた耐衝撃性を両立している点です。
光線透過率は約90〜91%で、アクリル(約92%)に近い透明度を実現しています。ノッチ付きアイゾット衝撃強度は約640〜850 J/mで、PETGの約2〜3倍の耐衝撃性を持ちます。
この物性により、透明でありながら落下や衝撃に強い製品設計が可能です。ポリカーボネートほどの耐衝撃性は必要ないが、アクリルでは割れが心配——そんな用途に最適な選択肢となります。
Tritan・PCTGは、アルコール・洗剤・油脂類に対して優れた耐薬品性を示します。ポリカーボネートがアルコールでクラック(ひび割れ)を起こすのに対し、コポリエステルは繰り返しの洗浄にも耐えられます。
耐熱温度は約100〜109℃で、食洗機での洗浄や熱湯消毒にも対応可能です。
最大のメリットは、BPA(ビスフェノールA)を一切含まない安全性です。FDA(米国食品医薬品局)の食品接触基準にも適合しており、乳幼児用製品や医療機器にも安心して使用できます。
Tritan・PCTGは、安全性と耐久性が求められる分野で幅広く採用されています。
食品関連
医療機器
ベビー・育児用品
化粧品・日用品
押出成形では、チューブ・パイプ・異形断面のプロファイル製品など、連続した長尺製品の製造に適しています。
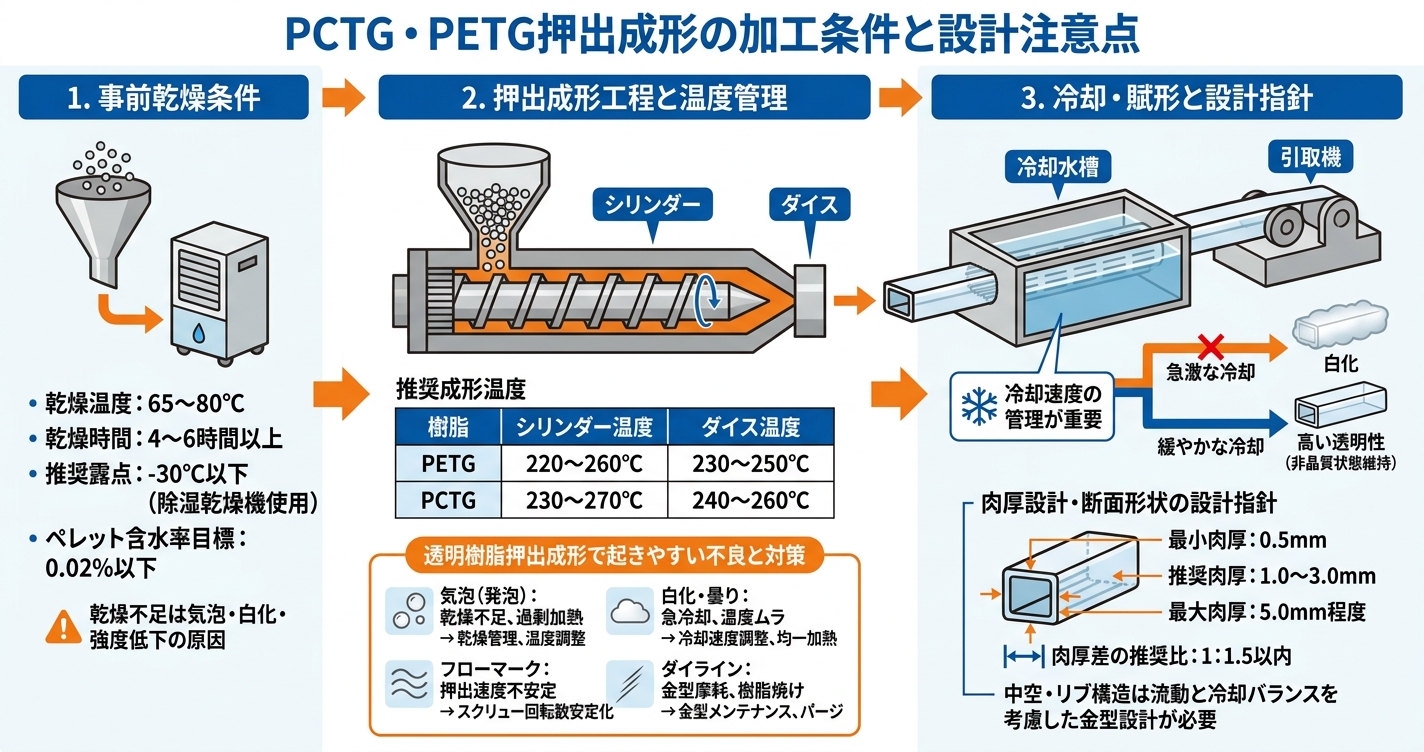
コポリエステルの押出成形では、適切な温度管理と事前乾燥が品質を左右します。
推奨成形温度
| 樹脂 | シリンダー温度 | ダイス温度 |
|---|---|---|
| PETG | 220〜260℃ | 230〜250℃ |
| PCTG | 230〜270℃ | 240〜260℃ |
事前乾燥条件
コポリエステルは吸湿性があり、乾燥不足のまま成形すると加水分解が起こります。結果として、気泡・白化・強度低下の原因となります。
ペレットの含水率は0.02%以下を目標とし、乾燥後は速やかに成形することが重要です。
透明樹脂 押出成形では、わずかな条件のずれが目立つ不良につながります。
| 不良現象 | 主な原因 | 対策 |
|---|---|---|
| 気泡(発泡) | 乾燥不足、過剰加熱 | 乾燥管理の徹底、温度調整 |
| 白化・曇り | 急冷却、温度ムラ | 冷却速度の調整、均一加熱 |
| フローマーク | 押出速度不安定 | スクリュー回転数の安定化 |
| ダイライン | 金型摩耗、樹脂焼け | 金型メンテナンス、パージ |
特に透明度を確保するためには、冷却速度の管理が重要です。急激な冷却は結晶化を促進し、白化の原因となります。緩やかな冷却で非晶質状態を維持することで、高い透明性が得られます。
コポリエステルの押出成形では、均一な肉厚設計が基本となります。
推奨肉厚範囲
肉厚が不均一な断面では、冷却速度に差が生じ、ヒケ・反り・透明度のムラが発生します。やむを得ず肉厚差が生じる場合は、肉厚比を1:1.5以内に抑えることを推奨します。
中空断面やリブ構造を設ける場合は、樹脂流動と冷却バランスを考慮した金型設計が必要です。この点は、経験豊富な加工業者への相談が重要となります。
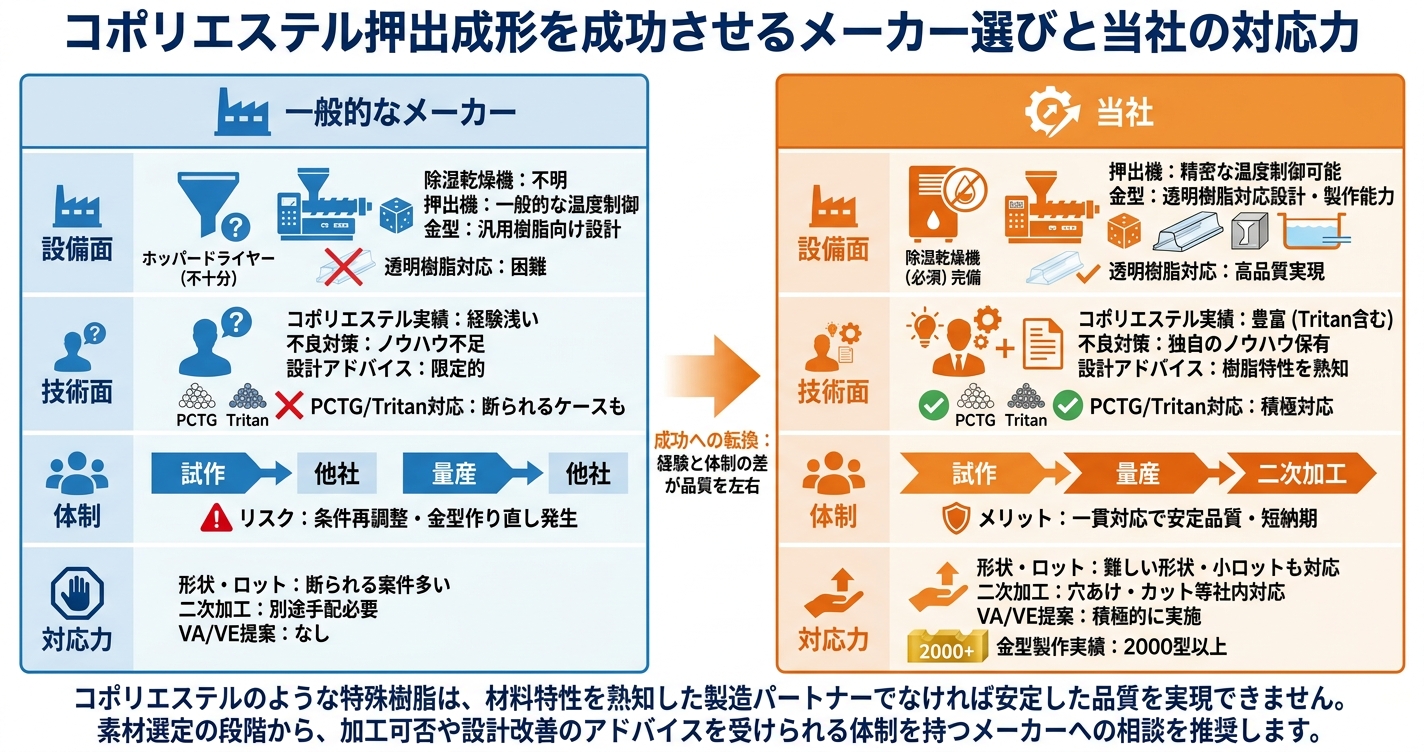
コポリエステルの押出成形は、汎用樹脂と比較して技術的なハードルが高い加工です。製造パートナー選定の際は、以下のポイントを確認してください。
設備面
技術面
PCTGやTritanは扱いが難しく、経験の浅い供給元では「対応できない」と断られるケースも少なくありません。
Tritan押出成形を含むコポリエステル加工を成功させるには、試作段階から量産を見据えた検討が不可欠です。
試作と量産で異なる加工業者に依頼すると、条件の再調整や金型の作り直しが発生するリスクがあります。
当社では、2000型以上の金型製作実績をもとに、試作から量産、さらに穴あけ・カットなどの二次加工まで一貫して対応しています。他社で「形状が難しい」「ロットが小さい」と断られた案件でも、VA/VE提案を含めて積極的にお受けしています。
コポリエステルのような特殊樹脂は、材料特性を熟知した製造パートナーでなければ安定した品質を実現できません。素材選定の段階から、加工可否や設計改善のアドバイスを受けられる体制を持つメーカーへの相談を推奨します。
コポリエステル(Tritan・PCTG・PETG)は、BPAフリーの安全性、高い透明性、優れた耐衝撃性を兼ね備えた樹脂です。ポリカーボネートやアクリルからの代替素材として、食品・医療・ベビー用品など幅広い分野で採用が進んでいます。
押出成形においては、事前乾燥の徹底、適切な温度管理、均一肉厚設計が品質確保の鍵となります。透明樹脂特有の不良を防ぐためには、コポリエステルの加工実績が豊富な製造パートナーを選ぶことが重要です。
素材選定から加工条件の検討まで、専門的な知見を持つパートナーとともに進めることで、コポリエステル押出成形の成功確率は大きく高まります。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。






デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


