「環境に配慮した製品を開発したいが、リサイクル材で本当に品質を保てるのか」——この疑問は、多くの製品設計者・資材購買担当者が抱える共通の課題です。再生樹脂の押出成形には独自の難しさがあります。しかし、正しい知識と技術があれば、環境対応とコスト削減を両立させた製品づくりは十分に可能です。本記事では、再生PP・再生PVCの押出成形における現実的な課題と、その解決策を具体的に解説します。
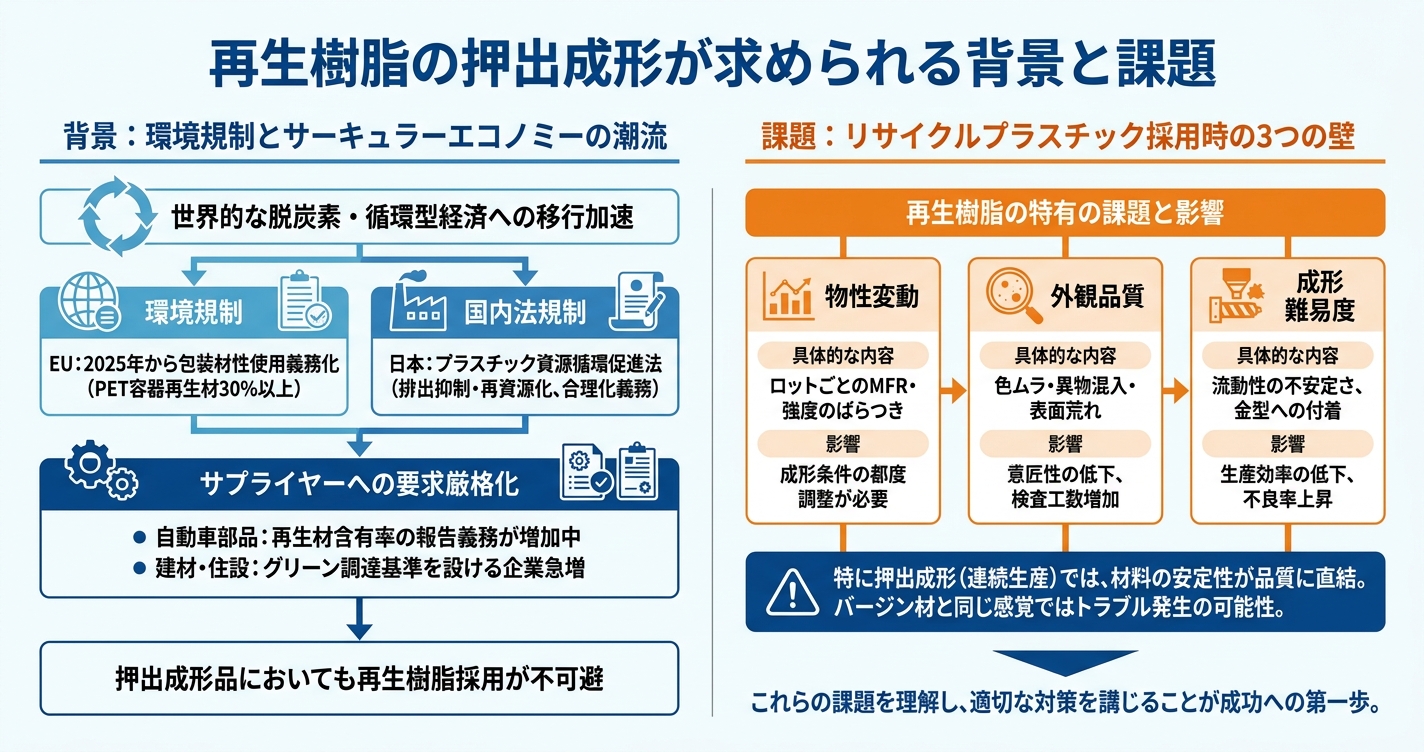
世界的な脱炭素・循環型経済への移行が加速しています。EUでは使い捨てプラスチック指令により、PET飲料ボトルへの再生プラスチック使用が義務化されており、2025年に25%以上、2030年に30%以上の再生材含有が求められます。日本でも「プラスチック資源循環促進法」の施行により、製造業におけるリサイクル材活用が求められています。同法では、排出事業者に対してプラスチック廃棄物の排出抑制・再資源化の判断基準が設けられ、特定プラスチック使用製品の提供事業者には使用の合理化が義務付けられています。
大手メーカーを中心に、サプライヤーへの環境対応要求も厳格化しています。自動車部品では再生材含有率の報告義務が生じるケースが増加中です。建材・住設分野でも「グリーン調達基準」を設ける企業が急増しています。こうした流れを受け、押出成形品においても再生樹脂の採用検討は避けて通れない状況となりました。
再生樹脂の押出成形には、バージン材にはない特有の課題が存在します。
| 課題 | 具体的な内容 | 影響 |
|---|---|---|
| 物性変動 | ロットごとのMFR・強度のばらつき | 成形条件の都度調整が必要 |
| 外観品質 | 色ムラ・異物混入・表面荒れ | 意匠性の低下、検査工数増加 |
| 成形難易度 | 流動性の不安定さ、金型への付着 | 生産効率の低下、不良率上昇 |
特に押出成形では、連続生産の特性上、材料の安定性が品質に直結します。バージン材と同じ感覚で扱うと、予期せぬトラブルに見舞われる可能性があります。これらの課題を理解した上で、適切な対策を講じることが成功への第一歩です。
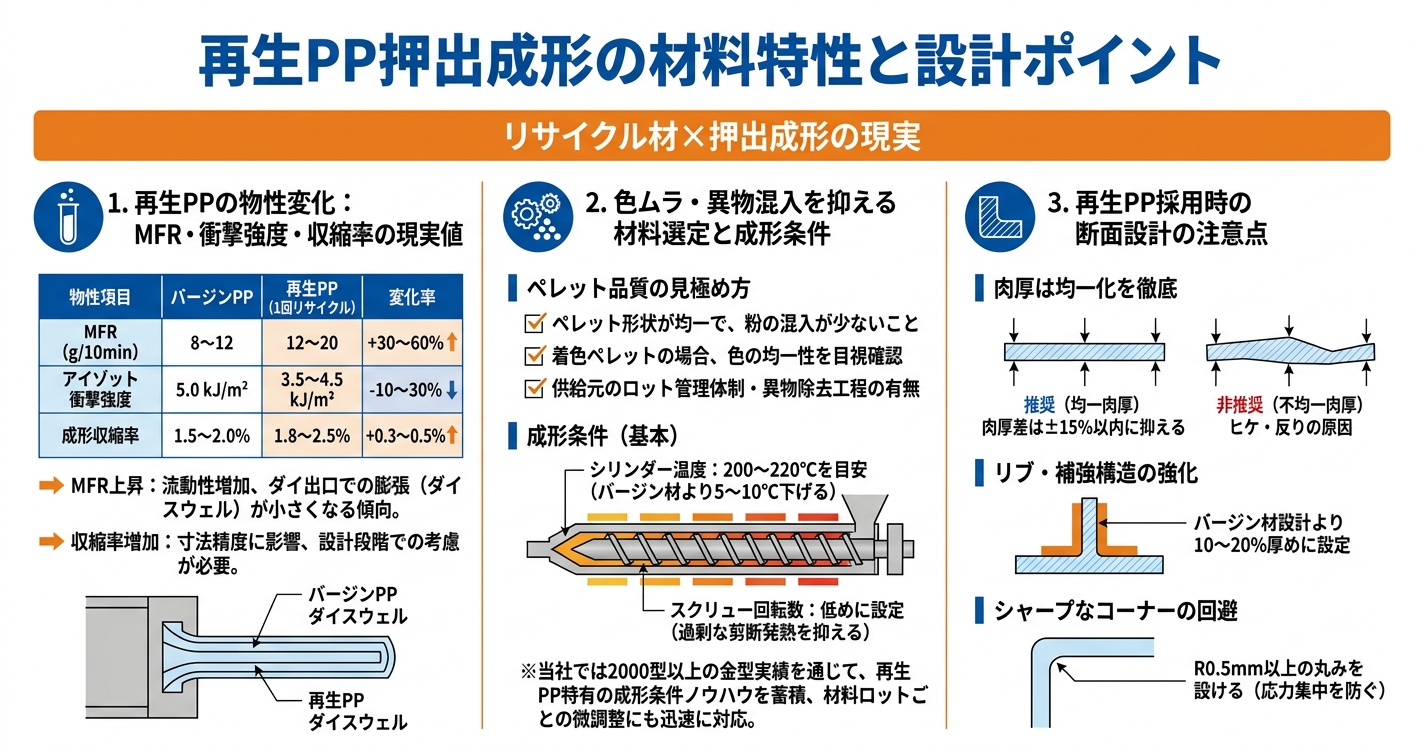
再生PP(ポリプロピレン)は、リサイクル材の中でも比較的扱いやすい材料ですが、熱履歴による分子鎖の切断で物性変化が生じます。
代表的な物性変化の傾向は以下の通りです。
| 物性項目 | バージンPP | 再生PP(1回リサイクル) | 変化率 |
|---|---|---|---|
| MFR(g/10min) | 8〜12 | 12〜20 | +30〜60% |
| アイゾット衝撃強度 | 5.0 kJ/m² | 3.5〜4.5 kJ/m² | -10〜30% |
| 成形収縮率 | 1.5〜2.0% | 1.8〜2.5% | +0.3〜0.5% |
MFR(メルトフローレート)の上昇は流動性の増加を意味します。押出成形では、ダイ出口での膨張(ダイスウェル)が小さくなる傾向があります。収縮率の増加は寸法精度に影響するため、設計段階での考慮が必要です。
再生PPの品質は、原料となるスクラップの選別精度に大きく依存します。材料選定時には以下のポイントを確認してください。
ペレット品質の見極め方
成形条件については、バージン材より温度を5〜10℃下げるのが基本です。再生PPは分子量低下により熱安定性が低いためです。シリンダー温度は200〜220℃を目安に調整します。スクリュー回転数は低めに設定し、樹脂への過剰な剪断発熱を抑えます。
当社では2000型以上の金型実績を通じて、再生PP特有の成形条件ノウハウを蓄積しており、材料ロットごとの微調整にも迅速に対応しています。
衝撃強度の低下を補うため、断面設計での工夫が有効です。
肉厚は均一化を徹底してください。厚肉部と薄肉部の差が大きいと、収縮差によるヒケや反りが顕著に現れます。肉厚差は±15%以内に抑えることを推奨します。
リブや補強構造を設ける場合、バージン材設計より10〜20%厚めに設定します。また、シャープなコーナーは応力集中の原因となるため、R0.5mm以上の丸みを設けてください。
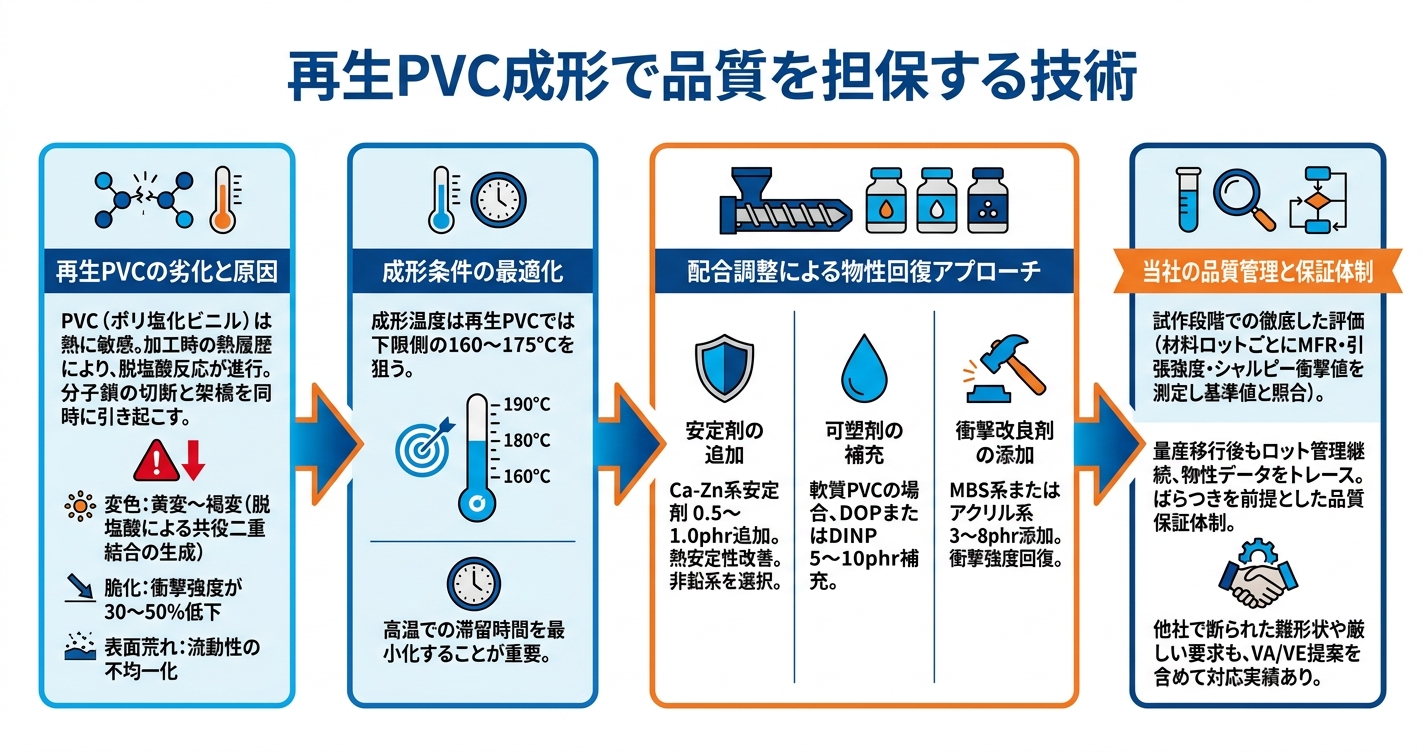
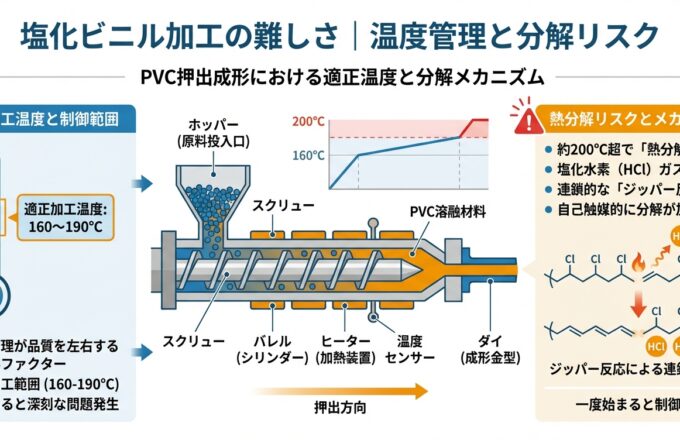
PVC(ポリ塩化ビニル)は熱に敏感な樹脂です。加工時の熱履歴により、脱塩酸反応が進行します。この反応は分子鎖の切断と架橋を同時に引き起こします。
再生PVCでは以下の劣化現象が見られます。
成形温度は160〜190℃が一般的ですが、再生PVCでは下限側の160〜175℃を狙います。高温での滞留時間を最小化することが重要です。
再生PVCの物性回復には、配合調整が効果的です。
安定剤の追加
Ca-Zn系安定剤を0.5〜1.0phr追加することで、熱安定性を改善できます。鉛系安定剤は環境規制の対象となるため、非鉛系を選択してください。
可塑剤の補充
再生PVCでは、前工程での揮発により可塑剤が減少しています。軟質PVC製品の場合、DOP(フタル酸ジオクチル)やDINP(フタル酸ジイソノニル)を5〜10phr補充します。
衝撃改良剤の添加
MBS系やアクリル系の衝撃改良剤を3〜8phr添加することで、衝撃強度を回復させます。ただし、添加量が多いと透明性が低下するため、用途に応じた調整が必要です。
当社では、再生PVC成形において試作段階での徹底した評価を実施しています。材料ロットごとにMFR・引張強度・シャルピー衝撃値を測定し、基準値との照合を行います。
量産移行後もロット管理を継続し、物性データをトレースできる体制を構築しています。リサイクル材特有のばらつきを前提とした品質保証体制が、安定した製品供給を支えています。
他社で断られた難形状や品質要求の厳しい案件も、VA/VE提案を含めて対応してきた実績があります。再生PVCは「扱いにくい材料」とされがちですが、適切な技術と管理体制があれば十分に実用化可能です。
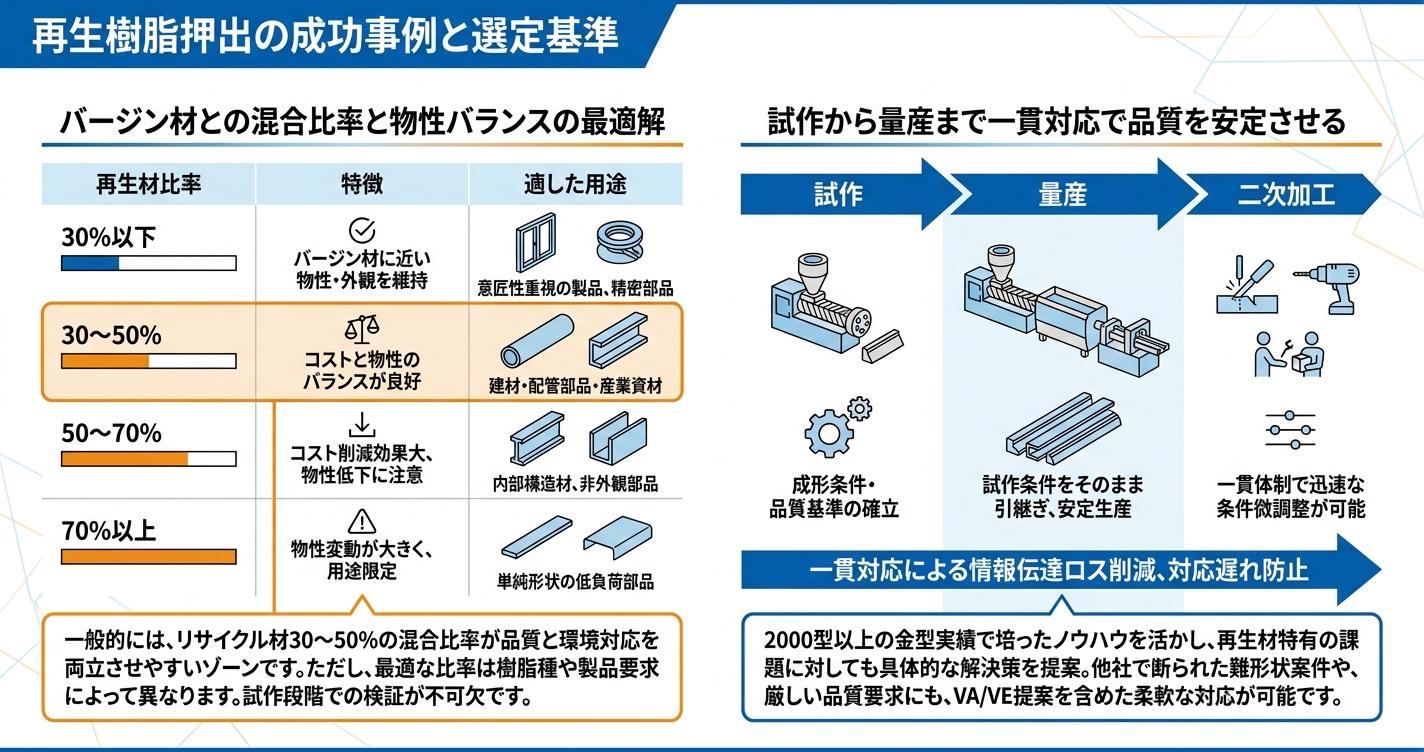
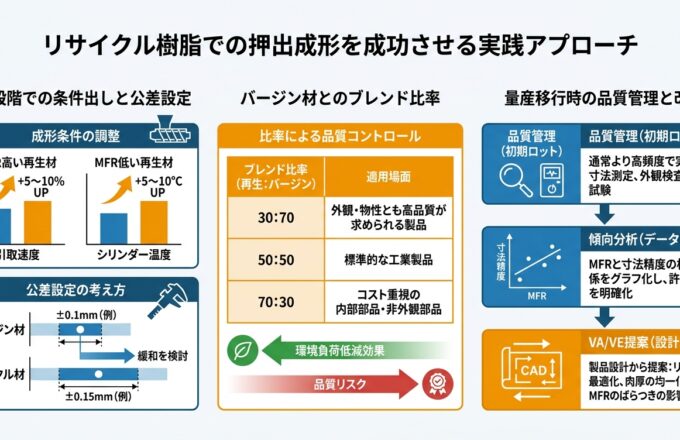
100%再生材での成形が難しい場合、バージン材との混合が現実的な解決策となります。
| 再生材比率 | 特徴 | 適した用途 |
|---|---|---|
| 30%以下 | バージン材に近い物性・外観を維持 | 意匠性重視の製品、精密部品 |
| 30〜50% | コストと物性のバランスが良好 | 建材・配管部品・産業資材 |
| 50〜70% | コスト削減効果大、物性低下に注意 | 内部構造材、非外観部品 |
| 70%以上 | 物性変動が大きく、用途限定 | 単純形状の低負荷部品 |
一般的には、リサイクル材30〜50%の混合比率が品質と環境対応を両立させやすいゾーンです。ただし、最適な比率は樹脂種や製品要求によって異なります。試作段階での検証が不可欠です。
再生樹脂の押出成形では、試作・量産・二次加工の各工程で異なる課題が発生します。工程ごとに別のサプライヤーを使うと、情報伝達のロスや条件変更時の対応遅れが生じます。
当社では、試作から量産・二次加工まで一貫対応できる体制を整えています。試作段階で確立した成形条件・品質基準を、量産工程にそのまま引き継ぎます。材料ロット変更時の条件微調整も、一貫体制だからこそ迅速に対応可能です。
2000型以上の金型実績で培ったノウハウを活かし、再生材特有の課題に対しても具体的な解決策を提案しています。他社で断られた難形状案件や、厳しい品質要求にも、VA/VE提案を含めた柔軟な対応が可能です。
リサイクル材を用いた押出成形は、物性変動・外観品質・成形難易度という3つの壁を乗り越える必要があります。再生PPではMFRや収縮率の変化を考慮した設計・成形条件の調整が重要です。再生PVCでは安定剤や可塑剤の配合調整により、劣化した物性を回復させるアプローチが有効です。
100%再生材が難しい場合は、バージン材との混合により物性バランスを取ることができます。最適な混合比率や成形条件は、試作段階での検証を通じて確定させてください。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。





デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


