目次
「耐衝撃性が必要だからABSを選んだが、屋外で使ったら数年で劣化してしまった」——このような経験はありませんか。ABS樹脂とASA樹脂は、どちらも耐衝撃性に優れた押出成形材料です。しかし、使用環境を誤ると早期劣化やコスト増につながります。本記事では、両樹脂の特性・加工条件・用途別の使い分け基準を解説します。設計段階での材料選定にお役立てください。

ABS樹脂は、アクリロニトリル(Acrylonitrile)、ブタジエン(Butadiene)、スチレン(Styrene)の3成分からなる共重合体です。それぞれの頭文字を取ってABSと呼ばれています。
各成分が以下の特性を担っています。
| 成分 | 役割 | 付与する特性 |
|---|---|---|
| アクリロニトリル | 硬質相 | 耐薬品性・剛性・耐熱性 |
| ブタジエン | ゴム相 | 耐衝撃性・柔軟性 |
| スチレン | 硬質相 | 光沢・加工性・寸法安定性 |
ABS樹脂の主な特性は3つあります。
1. 耐衝撃性
ブタジエンゴム成分により、常温での衝撃強度はアイゾット衝撃値で200〜400J/m程度を示します。汎用樹脂の中ではトップクラスの耐衝撃性です。
2. 剛性と寸法安定性
曲げ弾性率は2,000〜2,500MPa程度で、製品形状を保持する十分な剛性があります。成形収縮率は0.4〜0.7%と比較的小さく、寸法精度が求められる部品にも適しています。
3. 加工性
溶融粘度が適度で、押出成形・射出成形・真空成形など多様な加工法に対応します。二次加工(接着・塗装・めっき)との相性も良好です。
ABS樹脂の押出成形では、以下の加工条件が一般的です。
| 項目 | 推奨条件 |
|---|---|
| シリンダー温度 | 200〜240℃ |
| ダイス温度 | 210〜230℃ |
| 樹脂乾燥温度 | 80〜85℃ |
| 乾燥時間 | 2〜4時間 |
| 許容水分率 | 0.1%以下 |
乾燥工程は必須です。 ABS樹脂は吸湿性があり、乾燥が不十分だと成形品表面にシルバーストリーク(銀条)や気泡が発生します。特に梅雨時期や夏場は入念な乾燥管理が求められます。
押出成形時の注意点として、滞留時間の管理があります。ABS樹脂は長時間の高温滞留で熱劣化(黄変・物性低下)を起こしやすい材料です。生産停止時はパージ材で置換するか、温度を下げて樹脂の劣化を防ぎます。
成形収縮については、押出方向と直角方向で異なる場合があります。異形断面の製品では、試作段階で収縮率を確認し、金型寸法を調整することが重要です。
ASA樹脂は、アクリロニトリル(Acrylonitrile)、スチレン(Styrene)、アクリルゴム(Acrylate rubber)の共重合体です。ABSのブタジエンゴムをアクリルゴムに置き換えた構造を持ちます。
この構造変更が耐候性に大きな差をもたらします。
| 樹脂 | ゴム成分 | 紫外線への耐性 |
|---|---|---|
| ABS | ブタジエンゴム | 弱い(二重結合が切断されやすい) |
| ASA | アクリルゴム | 強い(飽和結合で安定) |
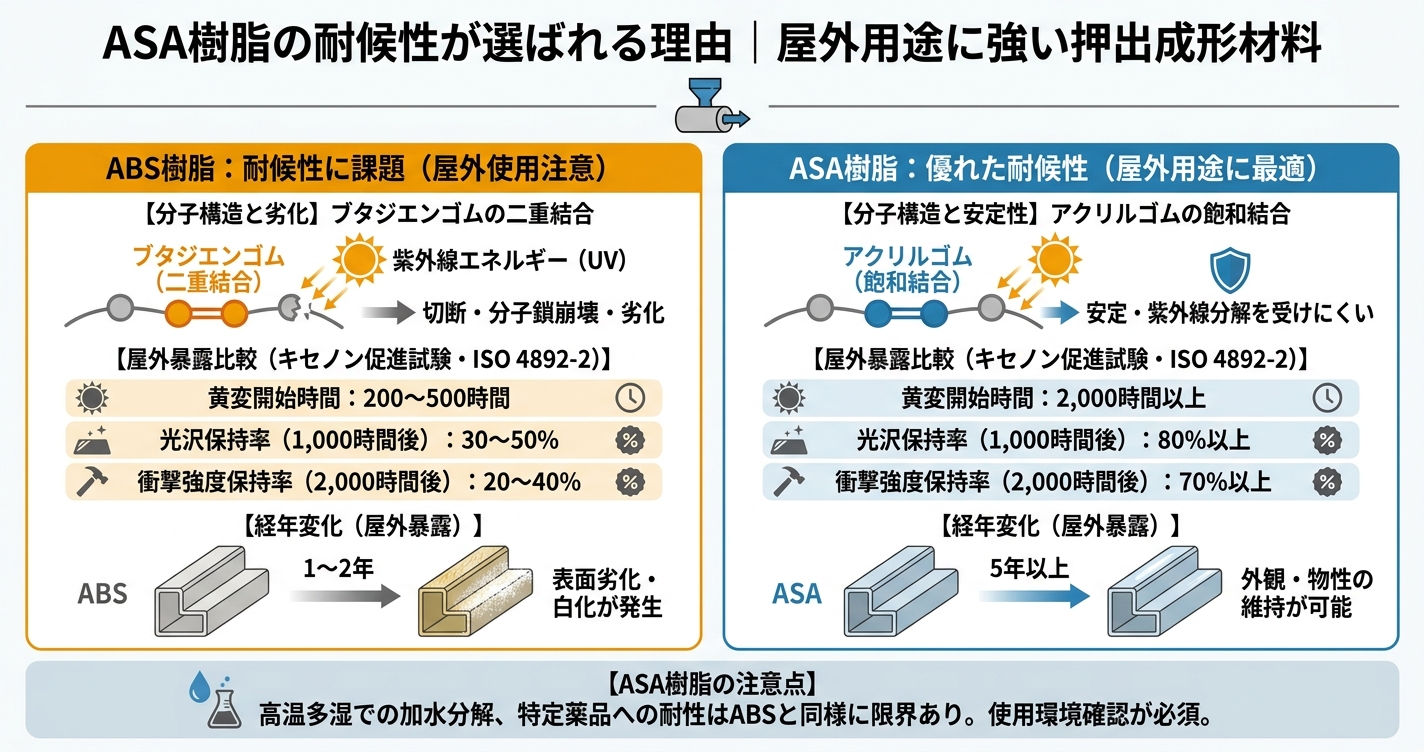
ブタジエンゴムには炭素-炭素二重結合が多く含まれています。この二重結合は紫外線エネルギーで切断されやすく、分子鎖の崩壊(劣化)を引き起こします。一方、アクリルゴムは飽和結合で構成されており、紫外線による分解を受けにくい特性があります。
ASA樹脂の基本物性(耐衝撃性・剛性・加工性)はABSとほぼ同等です。押出成形の加工条件も近く、ABSからASAへの材料変更は比較的容易に行えます。
促進耐候試験(キセノンウェザーメーター)での比較データを示します。
試験条件: ISO 4892-2準拠、照射強度60W/m²(300〜400nm)、ブラックパネル温度65℃、降雨サイクル102分照射/18分降雨
| 評価項目 | ABS樹脂 | ASA樹脂 |
|---|---|---|
| 黄変開始時間 | 200〜500時間 | 2,000時間以上 |
| 光沢保持率(1,000時間後) | 30〜50% | 80%以上 |
| 衝撃強度保持率(2,000時間後) | 20〜40% | 70%以上 |
※試験条件や樹脂グレードにより数値は変動します
屋外暴露試験では、ABSは1〜2年で表面の白化・チョーキング(粉状化)が発生するケースが多く報告されています。ASAは5年以上の屋外使用でも外観・物性の維持が可能です。
ただし、ASAも万能ではありません。高温多湿環境での加水分解や、特定の薬品への耐性はABSと同様に限界があります。使用環境の詳細を確認した上で材料選定を行ってください。
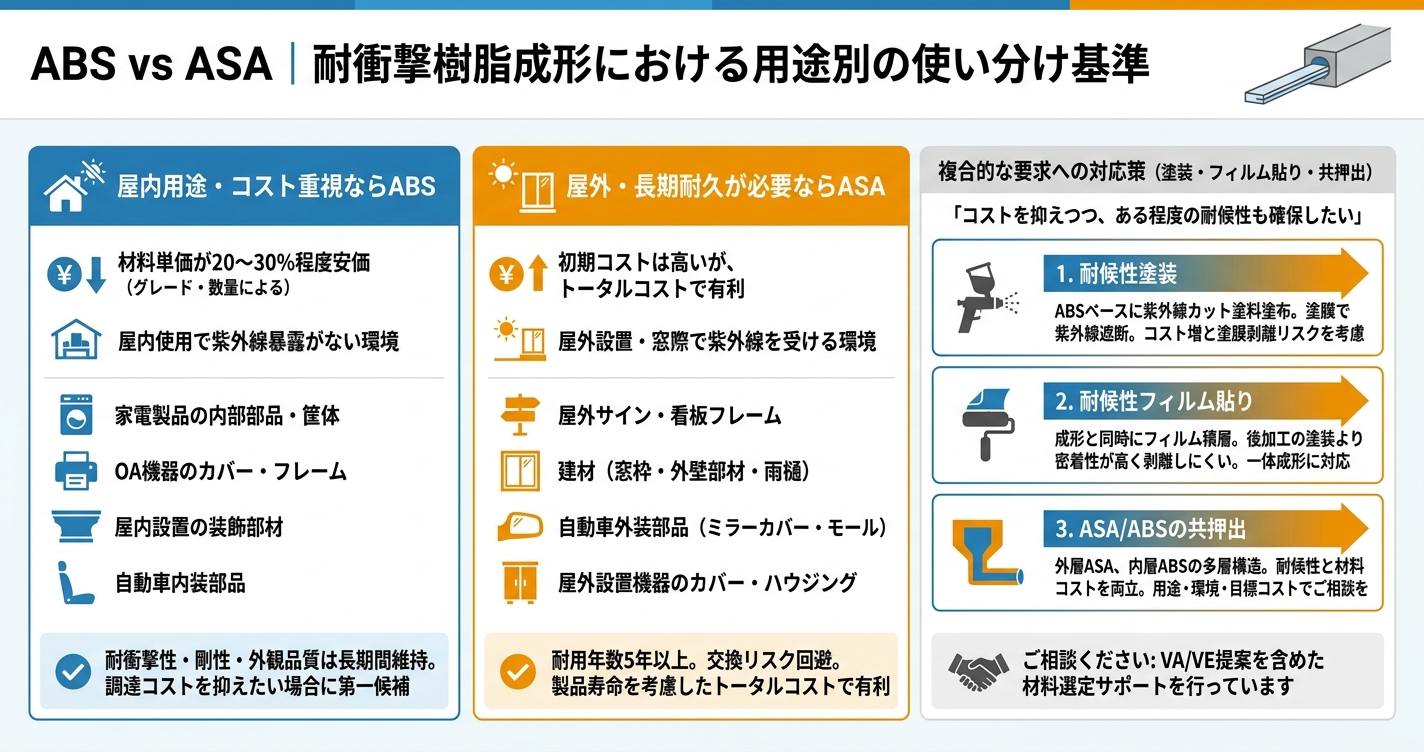
ABS樹脂は、一般的にASA樹脂と比較して材料単価が20〜30%程度安価です(グレードや発注数量により変動します)。屋内使用で紫外線暴露がない環境では、ABSのコストメリットが活きます。
ABSが最適な用途例:
紫外線が当たらない条件であれば、ABSの耐衝撃性・剛性・外観品質は長期間維持されます。調達コストを抑えたい場合はABSを第一候補として検討してください。
屋外設置製品や、窓際で紫外線を受ける部品にはASAが推奨されます。初期コストは高くなりますが、製品寿命を考慮したトータルコストでは有利になるケースが多いです。
ASAが推奨される用途例:
耐用年数が5年以上求められる屋外製品では、ABSを使用すると途中で交換が必要になる可能性があります。メンテナンスコストや製品イメージへの影響も含めて材料選定を行ってください。
「コストを抑えつつ、ある程度の耐候性も確保したい」——このような要求には、ABSに耐候性を付与する方法があります。
1. 耐候性塗装
ABSベースの成形品に紫外線カット塗料を塗布する方法です。塗膜により紫外線を遮断し、基材の劣化を防ぎます。ただし、塗装工程の追加によるコスト増と、塗膜剥離リスクを考慮する必要があります。
2. 耐候性フィルム貼り
成形と同時に耐候性フィルムを積層する方法です。後加工の塗装と比較して、密着性が高く剥離しにくい特徴があります。当社では、押出成形ラインにフィルム貼り工程を組み込んだ一体成形に対応しています。
3. ASA/ABSの共押出
外層にASA、内層にABSを配置した多層構造の押出成形も選択肢のひとつです。耐候性と材料コストの両立が可能になります。
これらの代替案は製品仕様や生産数量によって最適解が異なるため、材料選定で迷う場合は用途・使用環境・目標コストを整理した上でご相談いただくことをお勧めします。当社では、VA/VE提案を含めた材料選定のサポートを行っています。

ABS・ASA樹脂の押出成形品は、幅広い産業分野で採用されています。
自動車分野
建材分野
家電・機器分野
特にASAは、欧州の建材・自動車分野で採用実績が豊富です。日本国内でも、屋外耐久性が求められる用途でASAへの切り替えが進んでいます。
ABS・ASA樹脂の押出成形品を設計する際は、以下のポイントを押さえてください。
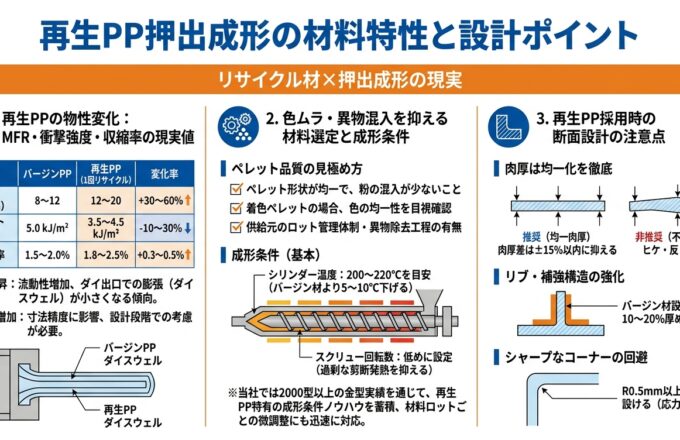
肉厚の均一化
肉厚のばらつきは冷却速度の差を生み、反り・ひけの原因となります。異形断面であっても、可能な限り肉厚を均一に近づける設計が望ましいです。やむを得ず肉厚差が生じる場合は、徐々に肉厚を変化させる設計で急激な断面変化を避けてください。
| 項目 | 推奨値 |
|---|---|
| 標準肉厚 | 1.5〜3.0mm |
| 最小肉厚 | 1.0mm以上 |
| 肉厚比(最大/最小) | 2:1以内 |
コーナーRの設定
角部には適切なR(丸み)を設けてください。シャープコーナーは応力集中による割れの原因となり、金型製作も困難になります。内Rは最低0.5mm、可能であれば肉厚の25〜50%程度を確保してください。
リブ・補強構造
剛性確保のためにリブを設ける場合、リブ厚は基本肉厚の50〜70%程度が目安です。リブが厚すぎると裏面にひけが発生します。
複雑な断面形状や、他社で断られた難形状の製品についても、当社では金型設計から一貫して対応しています。類似案件で課題となりやすいポイントを事前に洗い出し、試作段階で形状を検証することで、量産移行後のトラブルを未然に防ぎます。
当社では、ABS・ASA押出成形において「試作→量産→二次加工」の全工程を一貫して対応しています。
試作段階
量産段階
二次加工段階
一貫対応により、工程間の情報伝達ミスや納期ロスを削減できます。試作で得られた知見を量産条件へ直接フィードバックし、品質の安定化と立ち上がりスピードの向上を実現しています。
ABS樹脂とASA樹脂は、どちらも耐衝撃性に優れた押出成形材料です。最大の違いは耐候性にあります。屋内用途やコスト重視の製品にはABS、屋外設置や長期耐久が求められる製品にはASAが適しています。
材料選定時に押さえるべきポイントは以下の通りです。
使用環境を正しく把握し、材料特性を理解した上で選定することが、製品品質とコスト最適化の両立につながります。
当社では、ABS・ASA樹脂の押出成形において、材料選定から金型設計・試作・量産・二次加工まで一貫したサポート体制を整えています。他社で断られた難形状案件や、材料選定で迷われているケースについても、豊富な実績とノウハウをもとに最適なソリューションをご提案いたします。製品仕様や使用環境に応じた材料選定でお困りの際は、お気軽にご相談ください。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。





デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


