目次
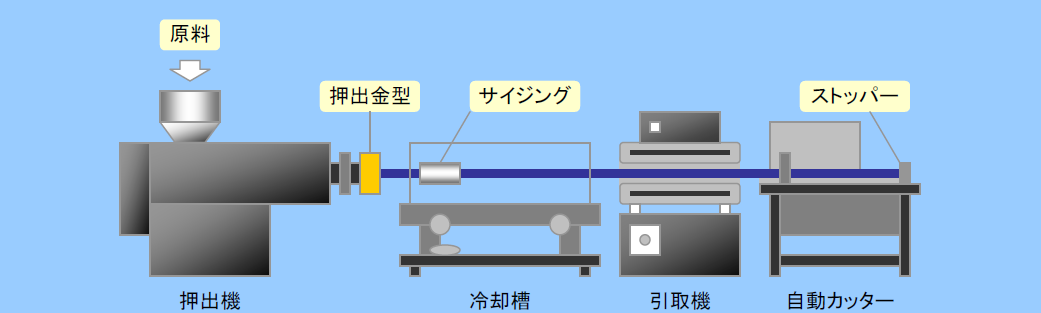
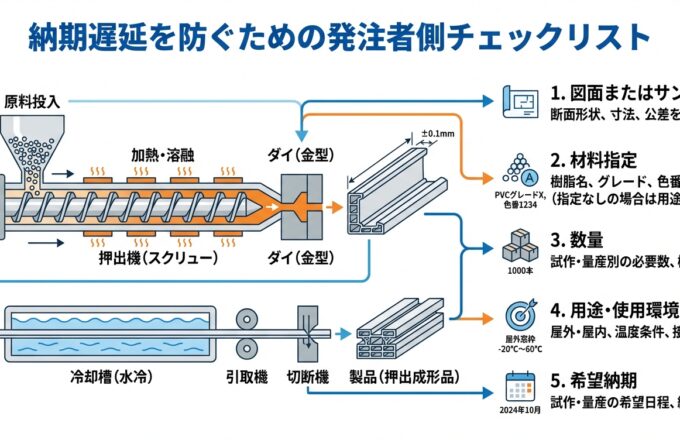
押出成形の不良は、症状の見極めと、可変条件に触る順番がポイントとなります。正確に原因個所を特定できれば短時間で収束できます。本記事では「寸法バラツキ・反り曲がり・波打ち/縞・異物・肌荒れ・テカリ/凹み」を、チェックリスト → 原因 → まず試す対策の順で解説します。現場でそのまま使える要点のみを整理しました。
【不良発生】
↓
[症状の確認]
├─ 寸法系 → 押出量・引取・真空を確認
├─ 形状系 → 冷却・ガイドを確認
└─ 外観系 → 材料・金型・冷却を確認
↓
[優先順位に沿った対策実施]
1. 冷却条件 → 2. 引取速度 → 3. 真空・サイジング → 4. 押出量 → 5. 口金温度
↓
[効果確認・記録]
| 症状 | 外観の特徴 | 起点になりやすい領域 | 初期確認ポイント |
|---|---|---|---|
| 寸法バラツキ | 断面寸法が不均一、周期的な太り/痩せ | 押出量の脈動・引取・真空・温度 | メルト圧の変動/スクリーン詰まり/引取速度の安定/真空漏れ/サイジング当たり/シリンダ温度 |
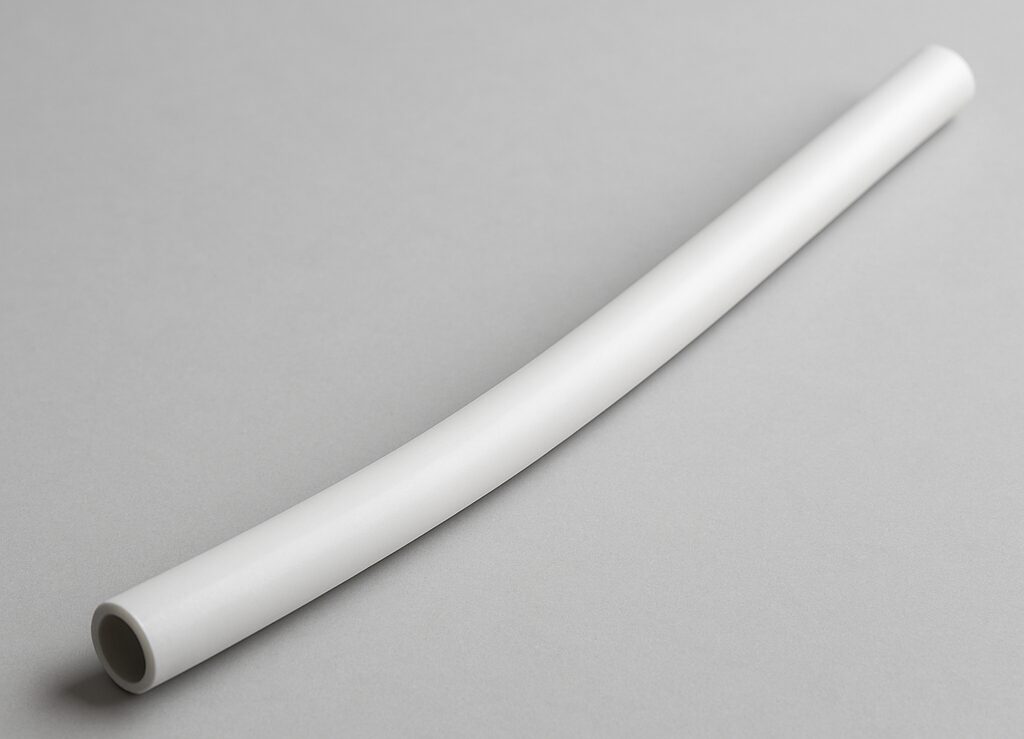
| 反り・曲がり | 直線性が崩れ曲がる | 冷却・ガイド・肉厚差 | 冷却位置と強さ/ガイド直線性/肉厚急変部 |
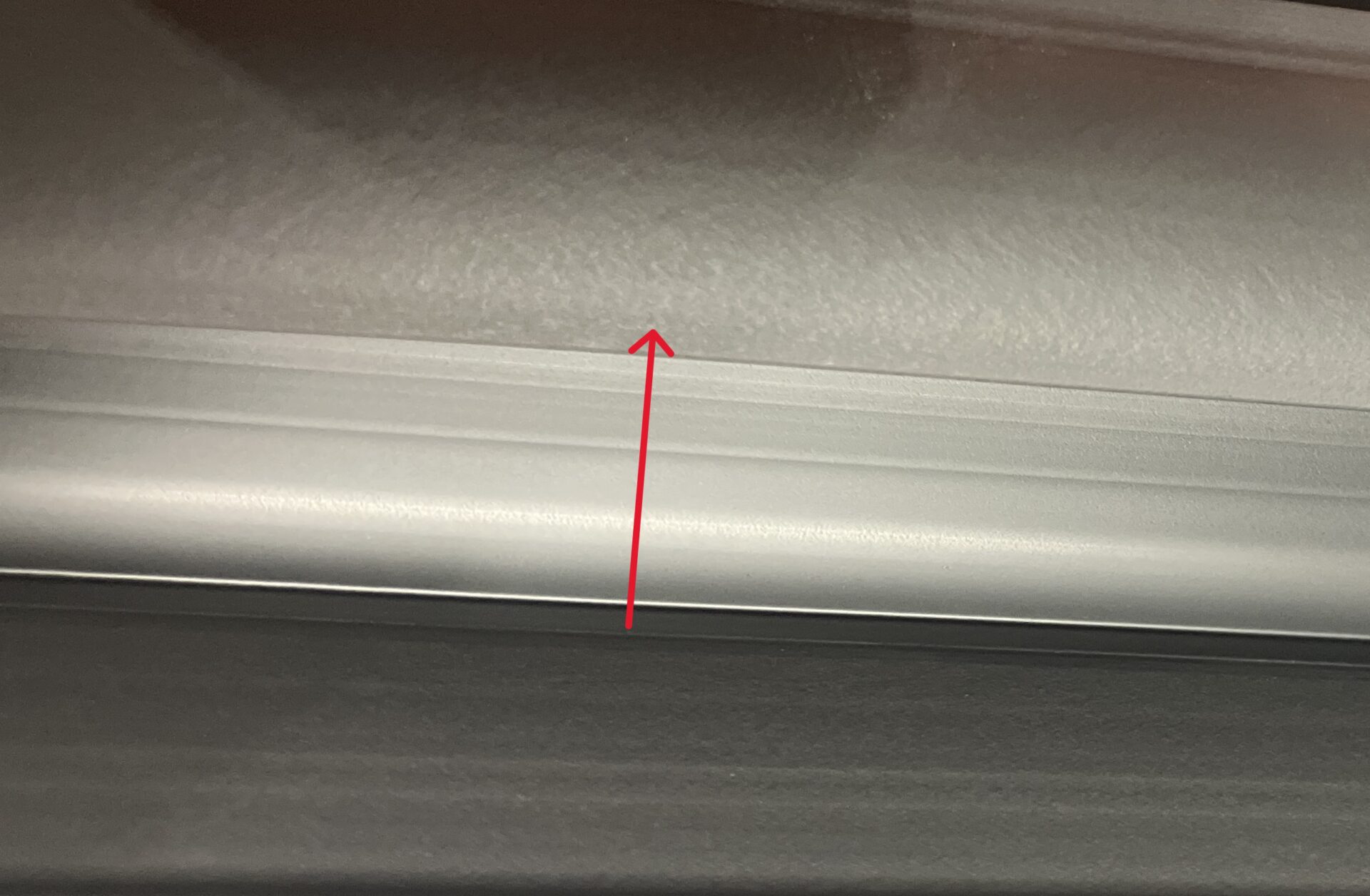
| 波打ち・縞 | 表面に周期的な縞・うねり | 押出量の脈動・引取の微振動・サイジングでの抵抗 | スクリュ回転の同調/引取ローラの偏摩耗/サイジング位置/吐出量 |
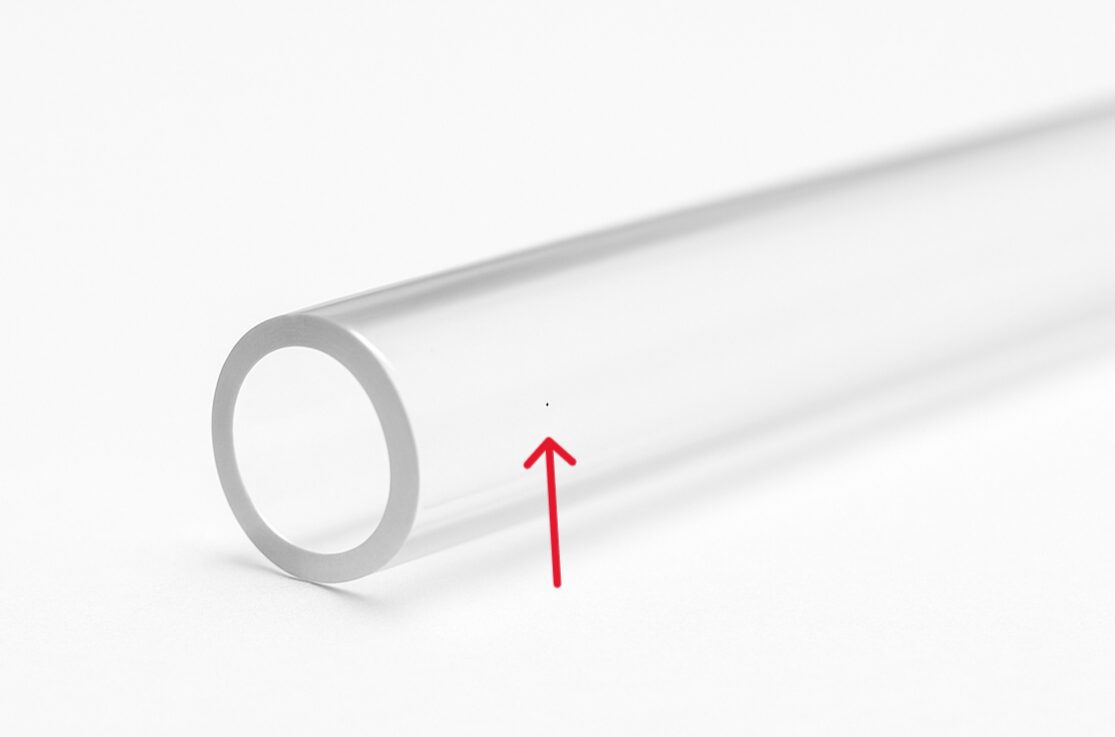
| 異物 | 点状の黒点・白点・繊維片 | 材料・金型口金・水系 | 材料異物混入/口金清掃/冷却水のフィルタ・循環 |
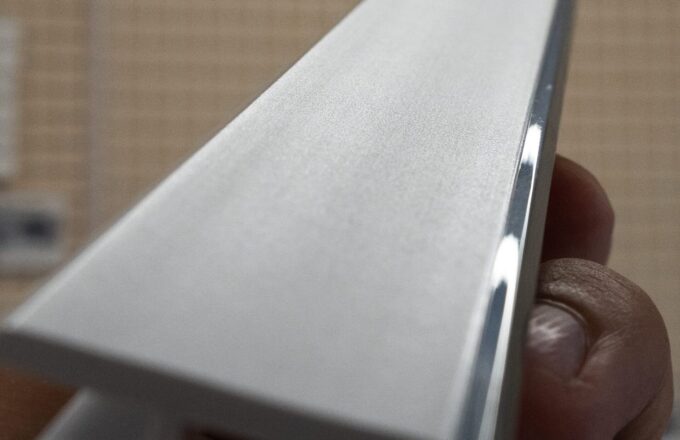
| 肌荒れ | 表面ざらつき・梨地化 | 冷却・口金状態・表面張力・乾燥機・ヒーターオーバーヒート | 口金リップの傷/初段冷却のムラ/空冷・水冷の切替位置/乾燥不足/押出機の温調器故障 |
| テカリ・凹み | 局所的な光沢差・窪み | 口金設計・冷却 | 金型とサイジングの設計値と製品の寸法差/水温/金型オーバーヒート |

主因
まず試す対策
主因
まず試す対策

主因
まず試す対策
主因
まず試す対策
主因
まず試す対策

主因
まず試す対策
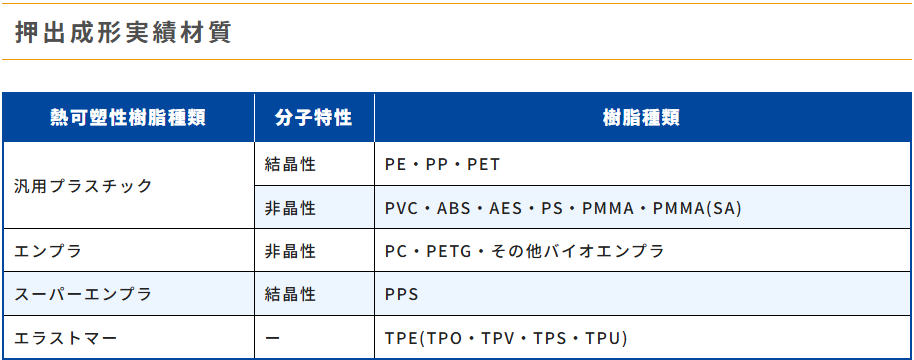
TPE(TPO・TPV・TPS・TPU):柔らかく伸びやすい。引取過多に注意。
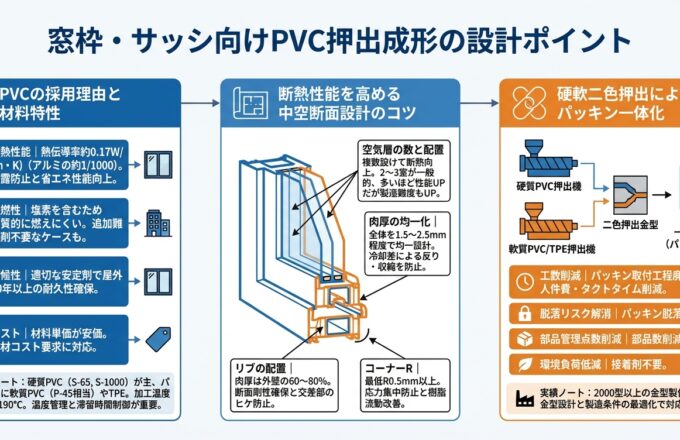
PVC:水冷適性が高い。過冷却は内部応力→反りの原因。
ABS:光沢ムラは冷却ムラが主因。ガス焼け・黄変に注意。
PC:吐出安定性に敏感。口金温度と初段冷却の合わせが肝。
PE/PP:結晶化収縮差で反りやすい。冷却位置と引取のバランスが重要。
PMMA/PMMA(SA):透明材は微傷・微泡が目立つ。口金・水質管理を厳密に。
[監修者プロフィール]

氏名: 熊谷 正行
所属・役職: 技術部 部長
経歴・実績: 押出成形一筋30年のベテラン技術者。特にPVCやPCの硬質樹脂から軟質樹脂までの異形押出を得意とし、これまで500件以上の新規金型立ち上げに携わる。
監修者からの一言: 「押出成形のトラブルは、一つ一つの事象を丁寧に観察し、正しい順番で対策を打てば必ず解決できます。この記事が、現場で奮闘されている皆様の課題解決の一助となれば幸いです。」










デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


