目次
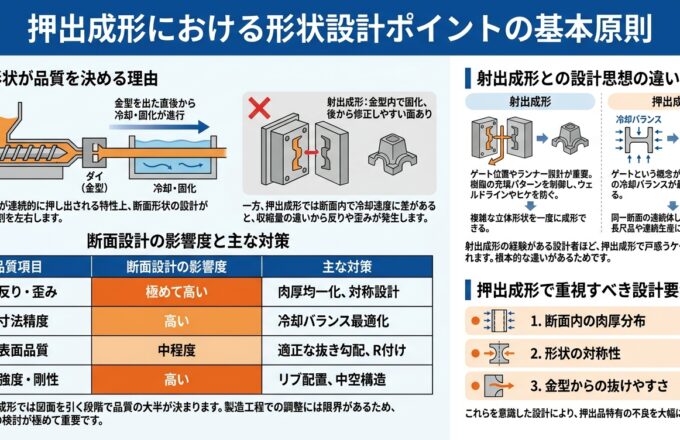
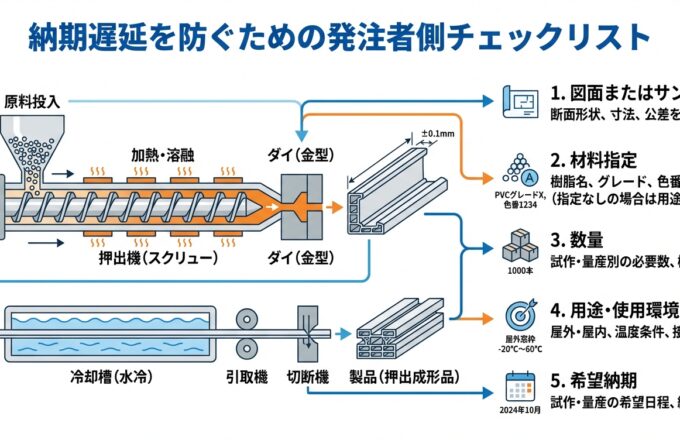
押出成形は、加熱した樹脂を金型(ダイ)から連続的に押し出して断面形状を形成する加工法です。射出成形のように金型内で完全に形状が決まるわけではなく、押し出し後の冷却・引取り工程で最終寸法が確定します。そのため、寸法公差の考え方は射出成形とは根本的に異なります。
設計者が押出成形品の図面を描く際、「どの程度の精度が現実的に達成可能か」を正しく理解していないと、過剰公差による無駄なコスト増や、逆に公差不足による組付け不良が発生します。本記事では、当社当社の社内公差基準(実データ)とJIS規格を比較しながら、設計に必要な精度の現実値を具体的に解説します。
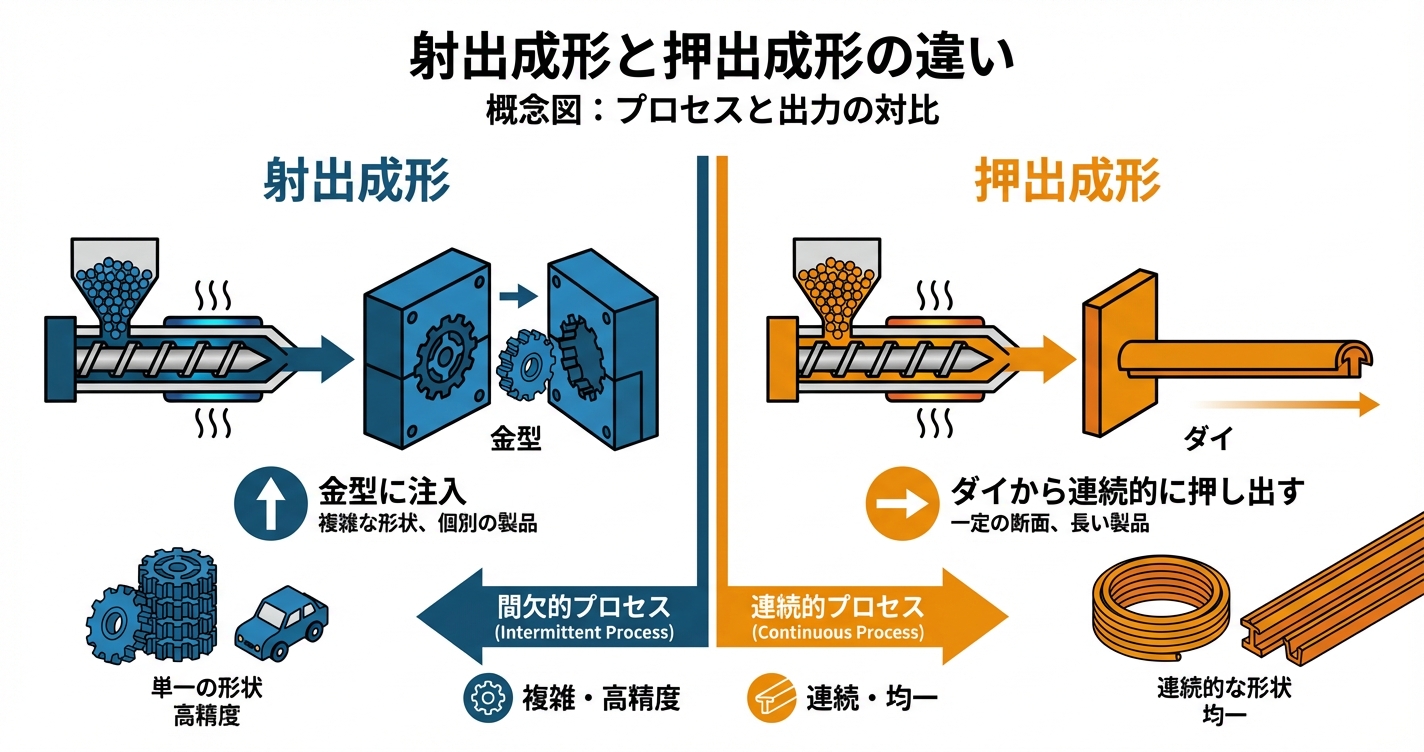
射出成形は、閉じた金型内に樹脂を充填するため、断面方向・長手方向ともに±0.05〜±0.2mm程度の高精度が実現可能です。一方、押出成形では断面方向の公差は±0.2〜±2.0mm程度が一般的な範囲となります。長手方向(押出方向)の寸法は、切断工程で±0.5〜±1.0mm程度に管理します。
この精度差は加工原理の違いに起因するものであり、押出成形の精度が「低い」わけではありません。連続成形による量産性・低コスト・長尺対応という押出成形固有のメリットを活かすために、適正な公差設定が重要になります。
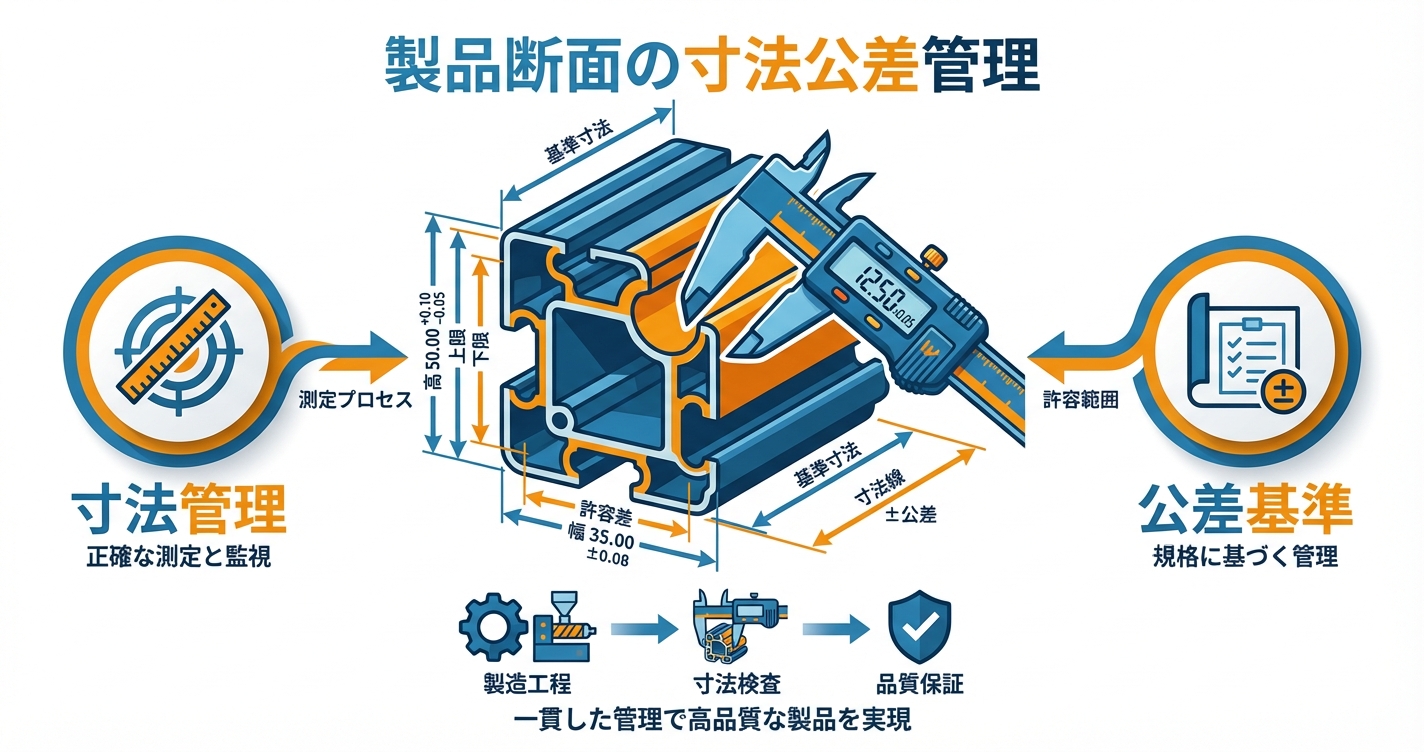
当社当社では、2021年11月19日に制定した社内基準に基づき、押出成形品の断面寸法公差を以下のとおり管理しています。金型2,000型以上の実績から蓄積したデータをもとに設定した、現実的かつ安定して達成可能な公差値です。
| 寸法範囲 | 許容差 |
|---|---|
| 1mm以下 | ±0.2mm |
| 1を越え 3以下 | ±0.3mm |
| 3を越え 5以下 | ±0.4mm |
| 5を越え 10以下 | ±0.5mm |
| 10を越え 15以下 | ±0.6mm |
| 15を越え 20以下 | ±0.8mm |
| 20を越え 30以下 | ±1.0mm |
| 30を越え 50以下 | ±1.3mm |
| 50を越え 70以下 | ±1.5mm |
| 70を越え 100以下 | ±2.0mm |
| 100を越え | ±2% |
適用ルール:上記は当社の一般公差として適用します。図面に個別の公差記入がある場合は、図面指示値を優先します。特に嵌合部や組付け部など、機能上の要求精度が高い箇所については、図面上で個別公差を指定してください。
この基準は、PVC・ABS・PC・PP・PEなど各種樹脂の押出成形に対して標準的に適用しています。ただし、樹脂の種類や断面形状の複雑さによって達成可能な精度は異なるため、設計段階での事前相談を推奨します。
JIS B 0405は、機械加工品を対象とした普通公差規格です。切削加工やプレス加工品の図面でよく用いられますが、押出成形品にそのまま適用すると、達成困難な公差を要求してしまうケースがあります。以下に、JIS B 0405の4等級の公差値を示します。
| 寸法区分 | 精級(f) | 中級(m) | 粗級(c) | 極粗級(v) |
|---|---|---|---|---|
| 0.5〜3mm | ±0.05 | ±0.1 | ±0.2 | — |
| 3〜6mm | ±0.05 | ±0.1 | ±0.3 | ±0.5 |
| 6〜30mm | ±0.1 | ±0.2 | ±0.5 | ±1.0 |
| 30〜120mm | ±0.15 | ±0.3 | ±0.8 | ±1.5 |
| 120〜400mm | ±0.2 | ±0.5 | ±1.2 | ±2.5 |
| 400〜1000mm | ±0.3 | ±0.8 | ±2.0 | ±4.0 |
JIS B 0405は主に金属切削加工を前提とした規格であり、精級(f)や中級(m)の公差値は、押出成形では現実的に達成が困難です。例えば、10mmの寸法に対してJIS中級(m)では±0.2mmですが、当社社内基準では±0.5mmとしています。
この差は品質の問題ではなく、加工原理の違いによるものです。押出成形品の図面にJIS B 0405の精級や中級を一律適用すると、歩留まりの悪化やコスト増を招きます。押出成形品には、押出成形の特性を反映した公差基準を適用することが合理的です。
当社の社内基準は、JIS B 0405の粗級(c)〜極粗級(v)に相当する範囲に位置しています。これは押出成形の工程能力を正確に反映した値であり、この範囲内であれば安定した量産が可能です。
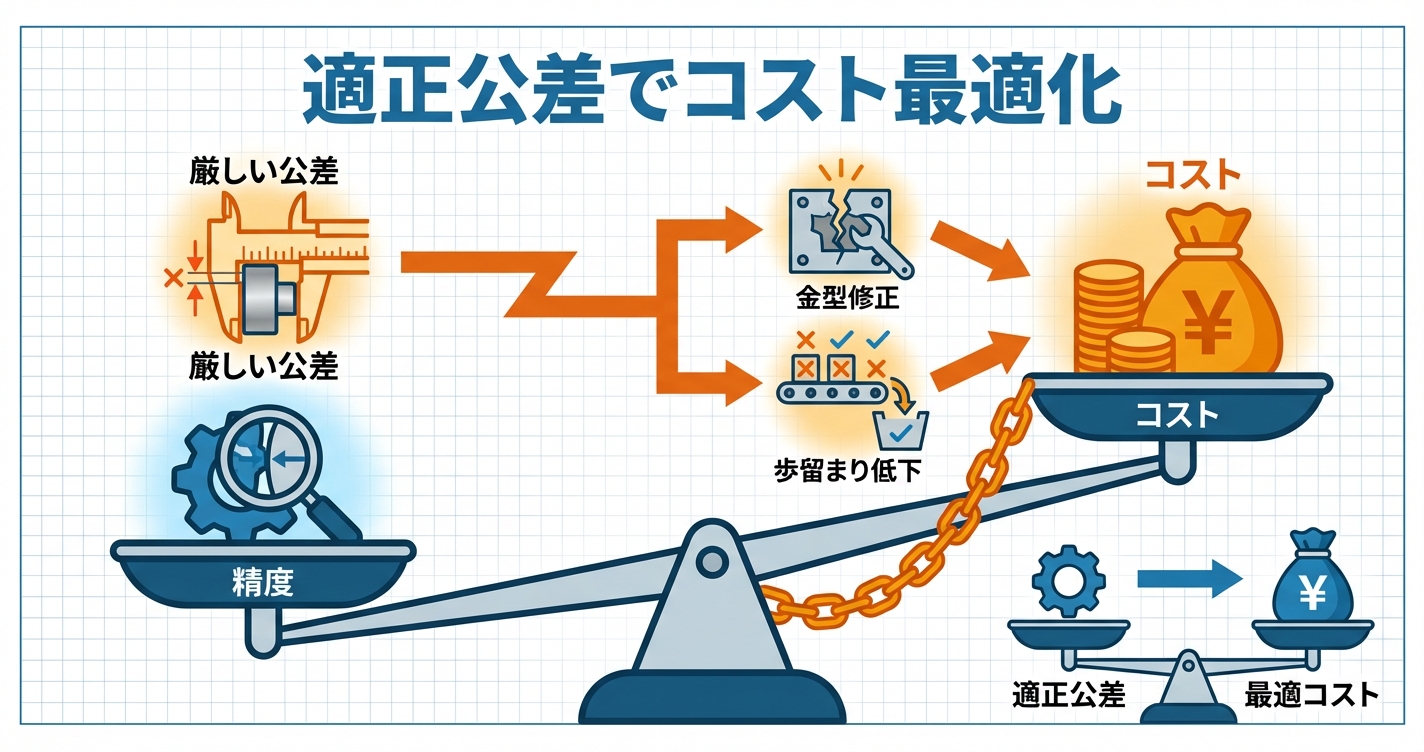
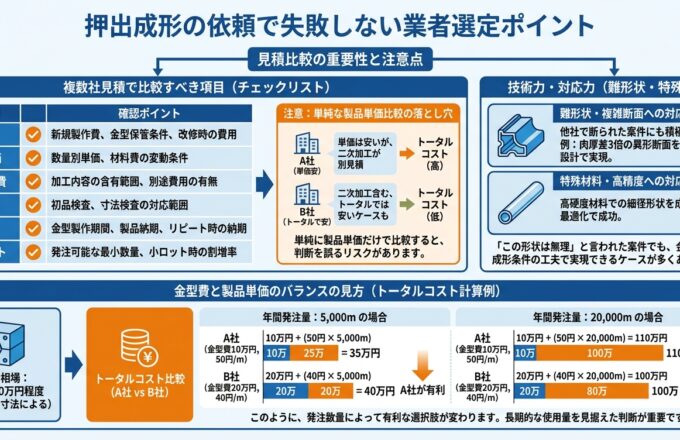
押出成形品の図面で過剰に厳しい公差を指定すると、以下のコスト増要因が発生します。
例えば、幅20mmの部位に±0.3mmの公差を要求した場合と、当社基準の±0.8mmで管理した場合では、金型調整回数が2〜3倍異なるケースもあります。機能上の要求がない箇所には、適正な一般公差を適用することがコスト最適化の基本です。
押出成形品の全寸法に厳しい公差を求めるのではなく、機能上重要な箇所にのみ個別公差を設定するのが効果的です。
押出成形品の寸法精度は、試作段階で十分に検証することが重要です。量産後に公差問題が発覚すると、金型修正や生産条件の再調整に多大なコストと時間がかかります。
量産段階では、以下の要因によって寸法が変動する可能性があります。継続的な品質管理体制が必要です。
当社では、金型2,000型以上の実績に基づくノウハウと、試作から量産までの一貫対応体制により、安定した寸法精度を維持しています。フィルム貼り成形や硬軟二色押出、インライン加工といった特殊工程においても、同様の公差管理体制を適用しています。
押出成形品の寸法公差は、射出成形や切削加工とは異なる考え方が必要です。本記事のポイントを整理します。
当社では、上記の社内公差基準表を公開し、設計段階からお客様と精度要件をすり合わせることで、品質とコストの最適化を実現しています。公差設定や精度に関するご相談は、お気軽にお問い合わせください。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。

▶ お問い合わせフォームはこちら / TEL: 0476-96-3181










デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


