目次
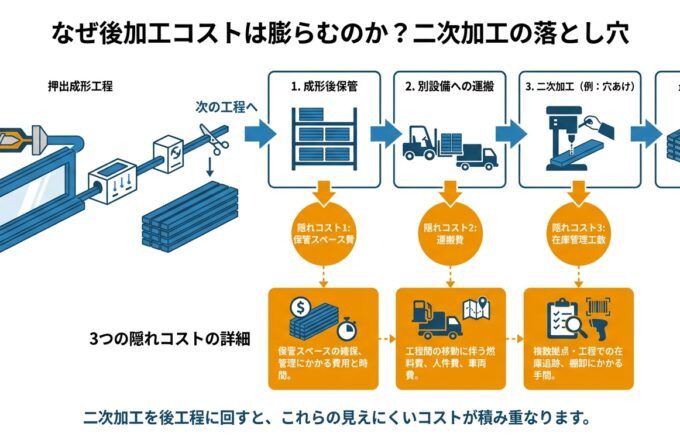
「成形は国内工場、穴あけは別の協力会社、切断はさらに別の工場…」
工程が分散すると、輸送コスト・リードタイム・品質管理の負担が増えていきます。
この課題を解決する手法が「インライン加工」です。
押出成形ラインに二次加工を組み込み、後工程を丸ごと消す技術として注目されています。
本記事では、インライン加工の基本から具体的な加工例、設計・発注時のポイントまで解説します。
コスト削減や一貫生産を検討中の設計者・購買担当者の方は、ぜひ参考にしてください。
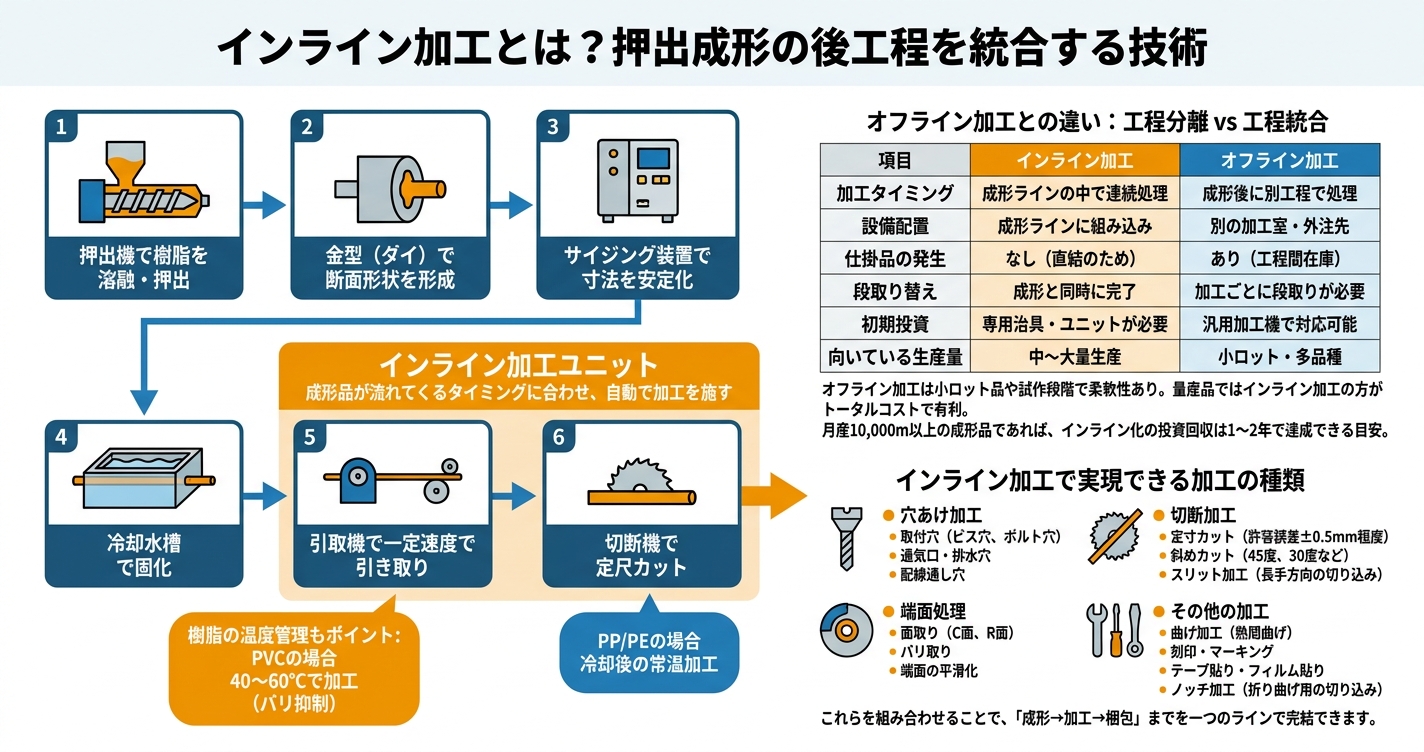
インライン加工とは、押出成形ラインの中に二次加工工程を組み込む技術です。
成形品が冷却・固化する過程で、穴あけ・切断・曲げなどを連続的に行います。
一般的な押出成形ラインは、以下の流れで構成されます。
インライン加工では、5と6の間や6の直後に加工ユニットを配置します。
成形品が流れてくるタイミングに合わせ、自動で加工を施す仕組みです。
樹脂の温度管理もポイントになります。
PVC(ポリ塩化ビニル)の場合、完全固化前の40〜60℃で加工すると、バリの発生を抑えられます。
PP(ポリプロピレン)やPE(ポリエチレン)では、冷却後の常温加工が一般的です。
押出成形品の二次加工には、インライン加工とオフライン加工の2つの方式があります。
| 項目 | インライン加工 | オフライン加工 |
|---|---|---|
| 加工タイミング | 成形ラインの中で連続処理 | 成形後に別工程で処理 |
| 設備配置 | 成形ラインに組み込み | 別の加工室・外注先 |
| 仕掛品の発生 | なし(直結のため) | あり(工程間在庫) |
| 段取り替え | 成形と同時に完了 | 加工ごとに段取りが必要 |
| 初期投資 | 専用治具・ユニットが必要 | 汎用加工機で対応可能 |
| 向いている生産量 | 中〜大量生産 | 小ロット・多品種 |
オフライン加工は、小ロット品や試作段階では柔軟性があります。
一方、量産品ではインライン加工の方がトータルコストで有利になるケースが多いです。
月産10,000m以上の成形品であれば、インライン化の投資回収は1〜2年で達成できる目安です。
インライン加工で対応可能な加工は、多岐にわたります。
穴あけ加工
切断加工
端面処理
その他の加工
これらを組み合わせることで、「成形→加工→梱包」までを一つのラインで完結できます。
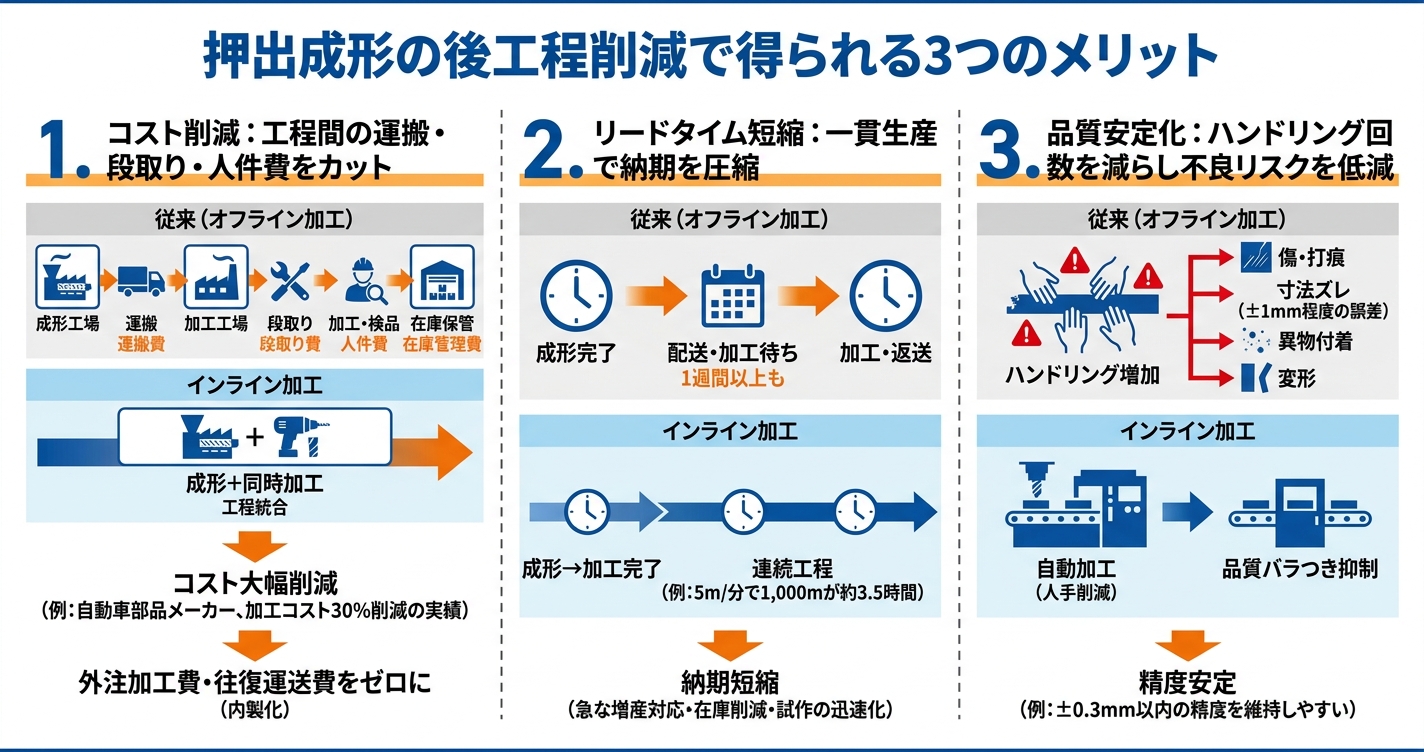
インライン加工の最大のメリットは、工程統合によるコスト削減です。
オフライン加工では、以下のコストが発生します。
ある自動車部品メーカーの事例では、成形後に3工程の後加工を行っていました。
インライン化により、加工コストを従来比30%削減した実績があります。
特に効果が大きいのは、外注加工費の削減です。
穴あけや切断を外注している場合、加工費に加えて往復の運送費がかかります。
インライン化で内製化すれば、この外注コストをゼロにできます。
工程を分離すると、各工程間で待ち時間が発生します。
成形完了→外注先への配送→加工待ち→加工→返送という流れでは、1週間以上かかることも珍しくありません。
インライン加工では、成形から加工完了までが連続工程です。
成形速度が5m/分であれば、1,000mの製品が約3.5時間で加工済みの状態になります。
リードタイム短縮は、以下の場面で特に有効です。
一貫生産体制を持つメーカーに依頼すれば、試作から量産までを一社で完結できます。
窓口が一本化されるため、発注側の管理工数も削減できます。
工程が増えるほど、製品に触れる回数が増えます。
ハンドリング回数が増えると、以下の品質リスクが高まります。
インライン加工では、成形品がラインを流れる中で自動加工されます。
人手を介さないため、品質のバラつきを抑えられます。
穴位置の精度も安定します。
オフライン加工では、加工機への位置決めで±1mm程度の誤差が生じることがあります。
インライン加工では、成形ラインと加工ユニットが連動するため、±0.3mm以内の精度を維持しやすいです。
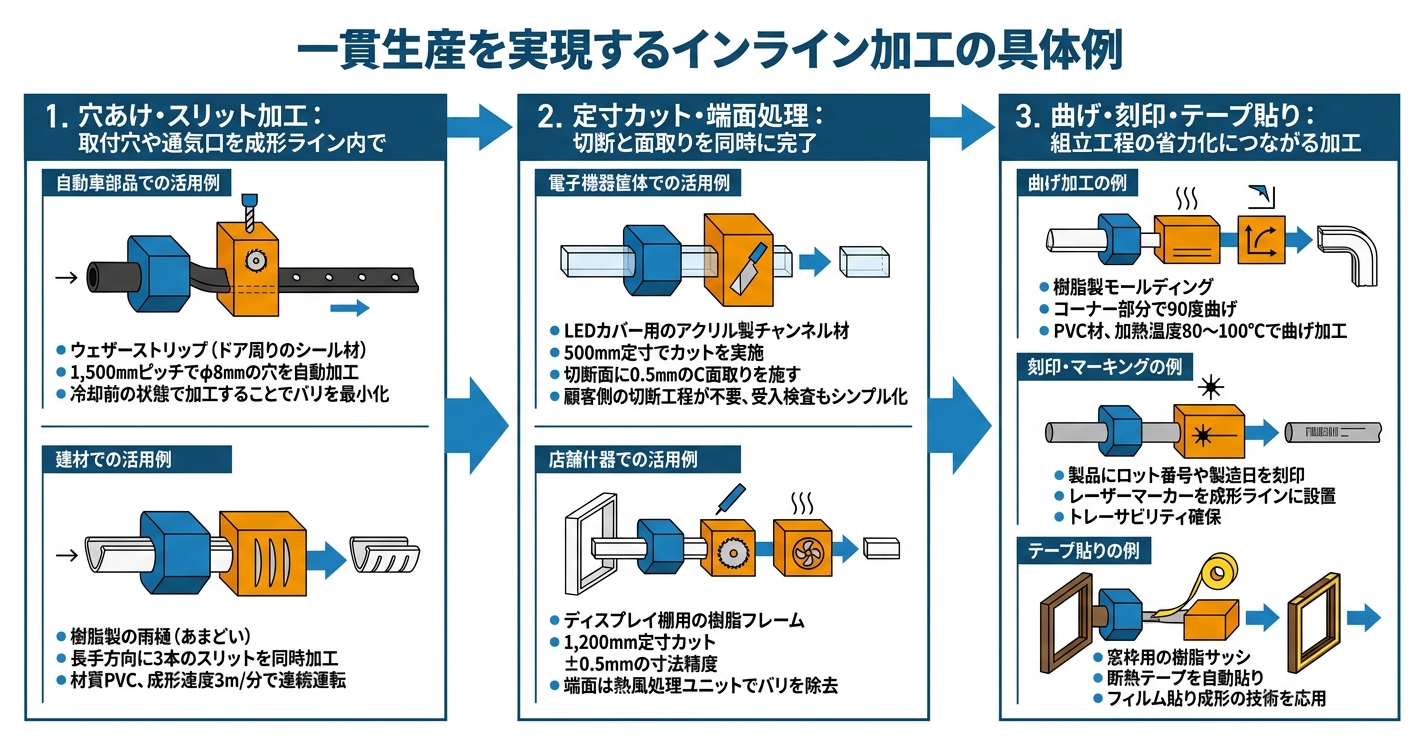
自動車部品での活用例
ウェザーストリップ(ドア周りのシール材)では、取付用のクリップ穴が必要です。
従来は成形後にプレス機で穴あけを行っていました。
インライン化により、成形ラインに穴あけユニットを設置。
1,500mmピッチでφ8mmの穴を自動加工しています。
EPDM(エチレンプロピレンゴム)の柔軟性を活かし、冷却前の状態で加工することでバリを最小化しています。
建材での活用例
樹脂製の雨樋(あまどい)には、排水用のスリット加工が必要な場合があります。
成形ラインにスリッターを組み込み、長手方向に3本のスリットを同時加工しています。
材質はPVC、成形速度は3m/分で連続運転しています。
電子機器筐体での活用例
LEDカバー用のアクリル製チャンネル材は、500mm定寸でカットが必要です。
従来は成形後に長尺のまま出荷し、顧客側で切断していました。
インライン切断機の導入により、成形ラインで定寸カットを実施。
同時にカッター刃の角度調整で、切断面に0.5mmのC面取りを施しています。
顧客側の切断工程が不要になり、受入検査もシンプルになったと評価をいただいています。
店舗什器での活用例
ディスプレイ棚用の樹脂フレームは、1,200mm定寸カットが標準仕様です。
成形ラインに回転刃式カッターを設置し、±0.5mmの寸法精度でカットしています。
端面は熱風処理ユニットでバリを除去し、そのまま梱包ラインに流れます。
曲げ加工の例
樹脂製モールディングは、コーナー部分で90度曲げが必要になることがあります。
成形ライン上で局所加熱し、曲げ治具に通すことで角度を固定します。
PVC材では、加熱温度80〜100℃で曲げ加工が可能です。
刻印・マーキングの例
製品にロット番号や製造日を刻印するケースがあります。
インクジェットプリンタやレーザーマーカーを成形ラインに設置し、連続的にマーキングします。
トレーサビリティ確保のために採用されることが多い加工です。
テープ貼りの例
窓枠用の樹脂サッシには、断熱テープを貼り付ける仕様があります。
成形ライン上でテープを自動貼りすることで、顧客の組立工程を省力化できます。
当社ではフィルム貼り成形の技術を応用し、成形と同時にテープ・フィルムを積層する対応も行っています。
インライン加工を前提とする場合、設計段階で考慮すべき点があります。
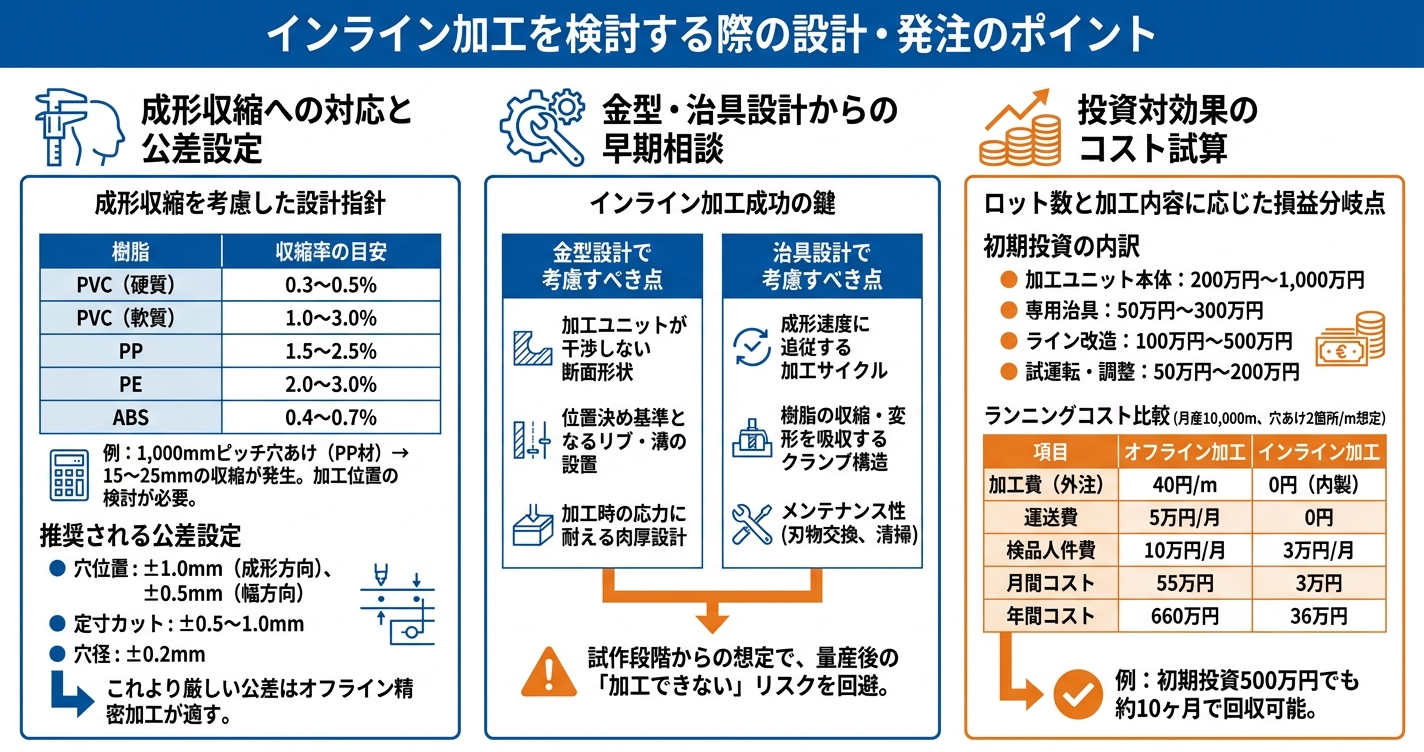
成形収縮への対応
押出成形品は、冷却過程で収縮します。
収縮率は樹脂によって異なります。
| 樹脂 | 収縮率の目安 |
|---|---|
| PVC(硬質) | 0.3〜0.5% |
| PVC(軟質) | 1.0〜3.0% |
| PP | 1.5〜2.5% |
| PE | 2.0〜3.0% |
| ABS | 0.4〜0.7% |
穴あけ位置の公差を設定する際は、この収縮を織り込む必要があります。
例えば、1,000mmピッチで穴をあける場合、PP材では15〜25mmの収縮が発生します。
加工位置をラインのどの位置に設定するかで、仕上がり寸法が変わります。
推奨される公差設定
これより厳しい公差が必要な場合は、オフラインでの精密加工が適しています。
インライン加工を成功させるには、金型設計の段階からの検討が重要です。
金型設計で考慮すべき点
治具設計で考慮すべき点
量産後に「この穴はインラインで加工できない」と判明するケースがあります。
試作段階から成形と加工の両方を想定した設計を行うことで、こうしたリスクを回避できます。
インライン加工の導入判断には、投資対効果の試算が不可欠です。
初期投資の内訳
ランニングコストの比較
月産10,000mの製品で、穴あけ加工(1m当たり2箇所)を想定した場合:
| 項目 | オフライン加工 | インライン加工 |
|---|---|---|
| 加工費(外注) | 40円/m | 0円(内製) |
| 運送費 | 5万円/月 | 0円 |
| 検品人件費 | 10万円/月 | 3万円/月 |
| 月間コスト | 55万円 | 3万円 |
| 年間コスト | 660万円 | 36万円 |
この例では、初期投資500万円でも約10ヶ月で回収できる計算になります。
インライン加工は、押出成形ラインに二次加工を統合する技術です。
穴あけ・切断・端面処理・曲げなどを成形と同時に行うことで、以下のメリットが得られます。
中〜大量生産の押出成形品では、インライン加工による一貫生産が有効です。
設計段階から成形収縮や加工方法を考慮することで、量産時のトラブルを防げます。
コスト削減と納期短縮を実現したい設計者・購買担当者の方は、金型設計の段階からインライン加工を視野に入れた検討をおすすめします。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。

デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。