目次
「押出成形で小ロット対応は可能なのか?」「試作を依頼したいが、少量だと断られるのでは?」——こうした疑問をお持ちの製品設計者や資材購買担当者は少なくありません。
結論から申し上げると、押出成形は少量生産にも対応可能な成形方法です。ただし、コストを最適化するには押出成形ならではの特性を理解し、適切なメーカーを選ぶことが重要です。
本記事では、押出成形と少量生産の相性、試作コストを抑える具体的な方法、そして多品種少量生産に対応できるメーカー選びのポイントを解説します。
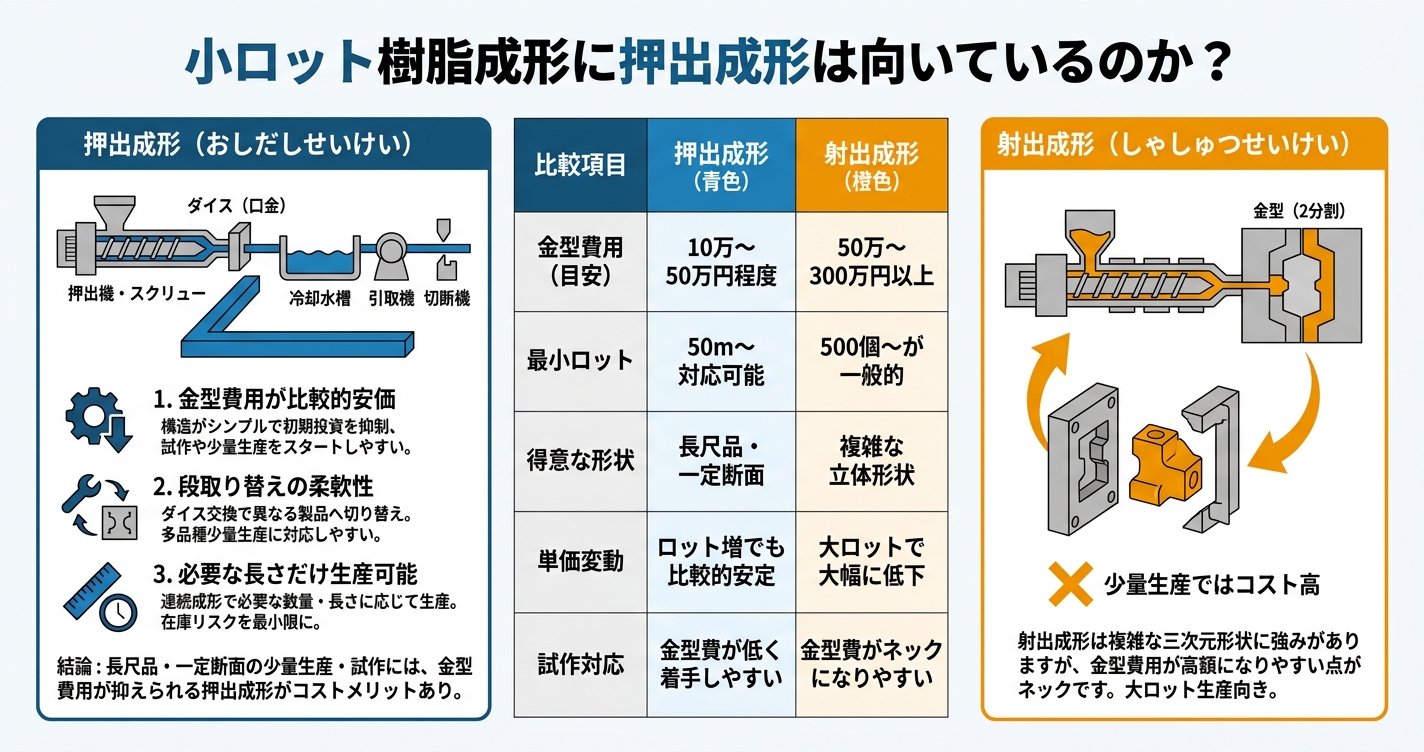
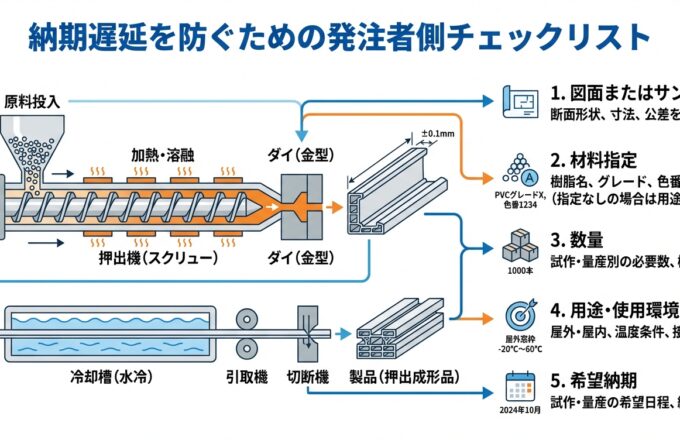
押出成形は、加熱溶融した樹脂を金型(ダイス)から連続的に押し出す成形方法です。チューブ、パイプ、シール材、モール、フレーム部品など、一定断面を持つ長尺品の製造に適しています。
この成形方法が少量生産と相性が良い理由は、主に3つあります。
1. 金型費用が比較的安価
押出成形の金型(ダイス)は、射出成形の金型と比較して構造がシンプルです。そのため、初期投資を抑えた状態で試作や少量生産をスタートできます。
2. 段取り替えの柔軟性
押出成形ラインは、ダイス交換によって異なる製品へ切り替えられます。多品種少量生産にも対応しやすい生産方式です。
3. 必要な長さだけ生産可能
連続成形の特性を活かし、必要な数量・長さに応じた生産ができます。在庫リスクを最小限に抑えた調達が可能です。
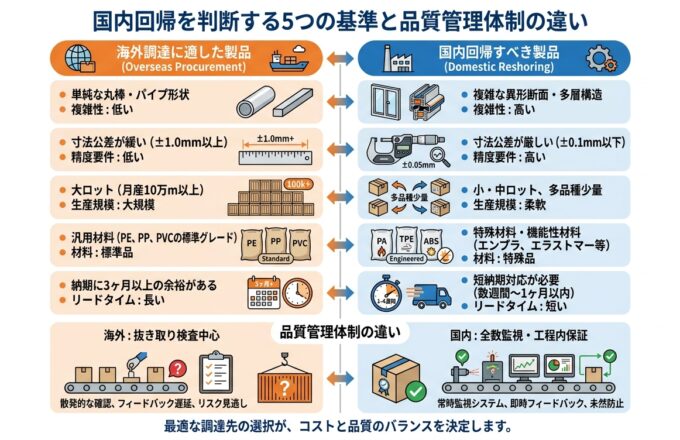
少量生産を検討する際、押出成形と射出成形のどちらを選ぶべきか迷う場面があります。以下の比較表を参考にしてください。
| 比較項目 | 押出成形 | 射出成形 |
|---|---|---|
| 金型費用(目安) | 10万〜50万円程度 | 50万〜300万円以上 |
| 最小ロット | 50m〜対応可能 | 500個〜が一般的 |
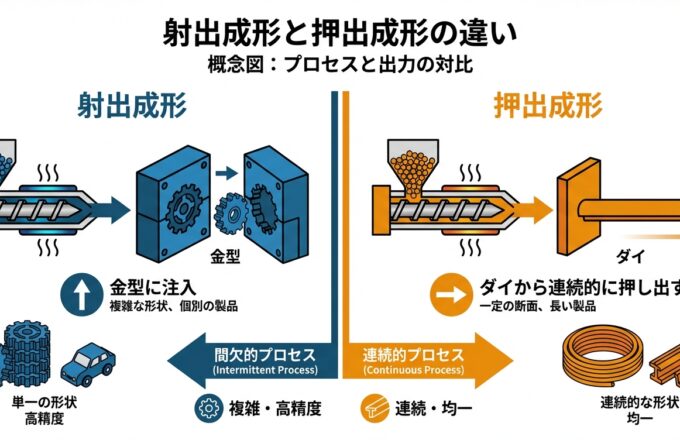
| 得意な形状 | 長尺品・一定断面 | 複雑な立体形状 |
| 単価変動 | ロット増でも比較的安定 | 大ロットで大幅に低下 |
| 試作対応 | 金型費が低く着手しやすい | 金型費がネックになりやすい |
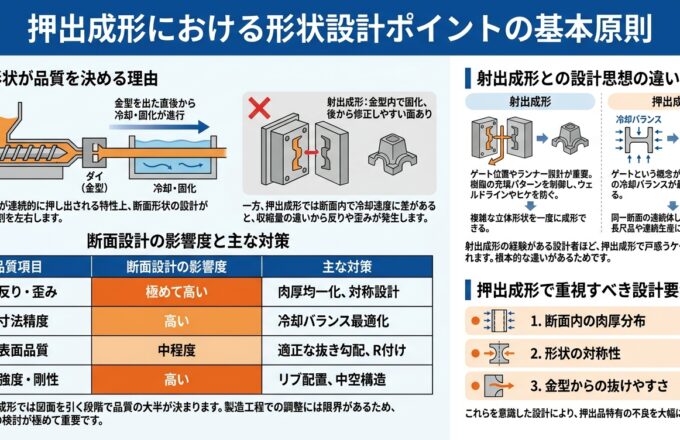
射出成形は複雑な三次元形状に強みがありますが、金型費用が高額になりやすい点がネックです。一方、押出成形は金型費を抑えられるため、試作段階や少量生産での採用に適しています。
製品形状が長尺品や一定断面であれば、押出成形を選択することでコストメリットを得られます。
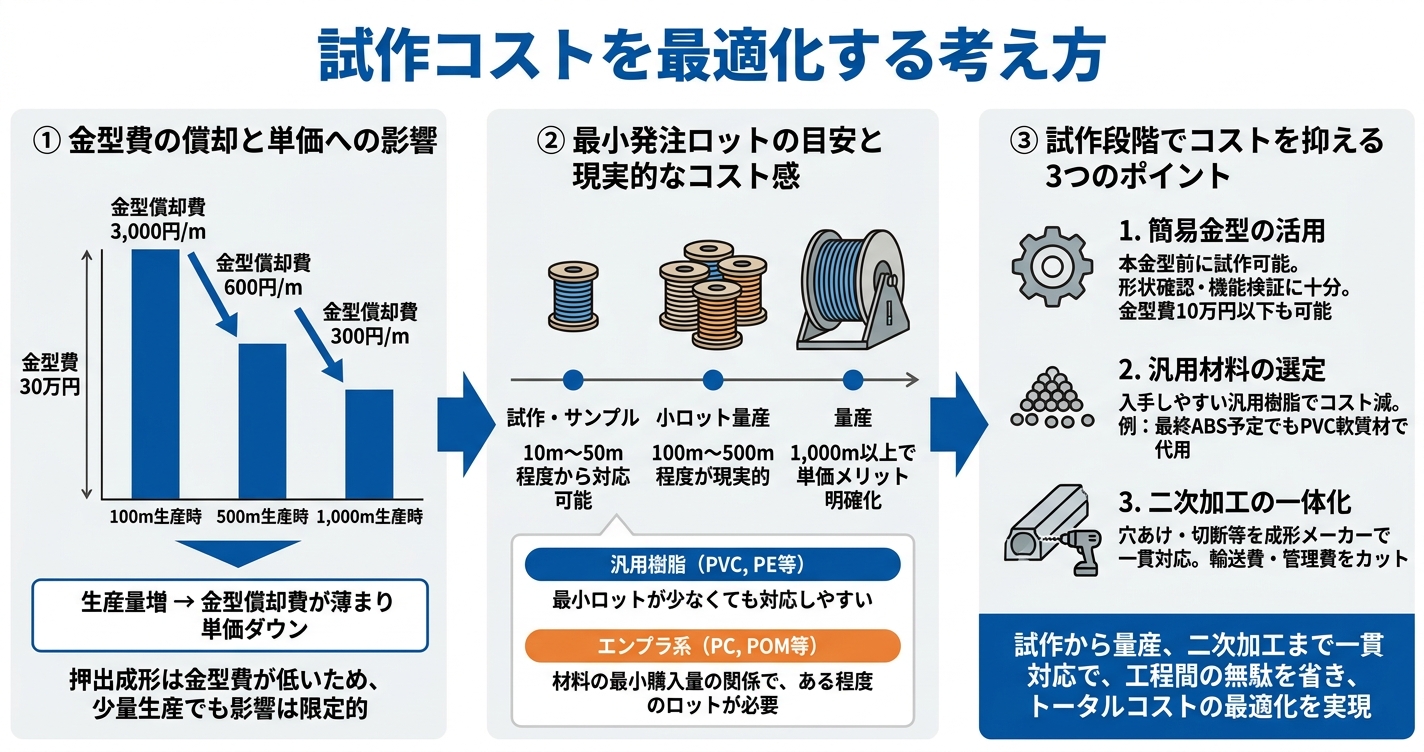
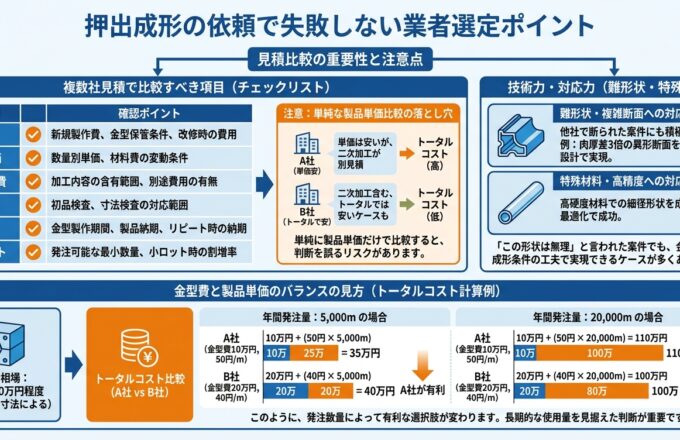
押出成形においても、金型費は製品単価に影響を与えます。金型費を生産数量で割った「金型償却費」が、1個あたりのコストに上乗せされるためです。
例えば、金型費30万円の製品を生産する場合を考えます。
このように、生産量が増えるほど金型償却費は薄まり、製品単価は下がります。ただし、押出成形は射出成形と比べて金型費自体が低いため、少量生産でも単価への影響は限定的です。
押出成形の最小発注ロットは、メーカーや製品仕様によって異なります。一般的な目安は以下のとおりです。
使用する樹脂によっても状況は変わります。PVC(ポリ塩化ビニル)やPE(ポリエチレン)など汎用樹脂は最小ロットが少なくても対応しやすい傾向があります。一方、エンプラ系(PC、POMなど)は材料の最小購入量の関係で、ある程度のロットが必要になる場合があります。
少量生産や試作段階でコストを最適化するには、以下の3点を意識してください。
1. 簡易金型の活用
量産用の本金型を製作する前に、簡易金型で試作を行う方法があります。簡易金型は加工精度や耐久性では本金型に劣りますが、形状確認や機能検証には十分です。金型費を10万円以下に抑えられるケースもあります。
2. 汎用材料の選定
試作段階では、入手しやすい汎用樹脂を使用することでコストを抑えられます。例えば、最終製品でABS樹脂を予定している場合でも、形状確認目的であればPVC軟質材で代用できる場合があります。
3. 二次加工の一体化
穴あけ、切断、端末処理などの二次加工を、成形メーカーで一貫対応できると中間コストが削減できます。外注に出すたびに発生する輸送費・管理費をカットできるためです。
押出成形メーカーの中には、試作から量産、二次加工までを一貫して対応できる体制を整えているところもあります。工程間の無駄を省き、トータルコストの最適化を実現できます。
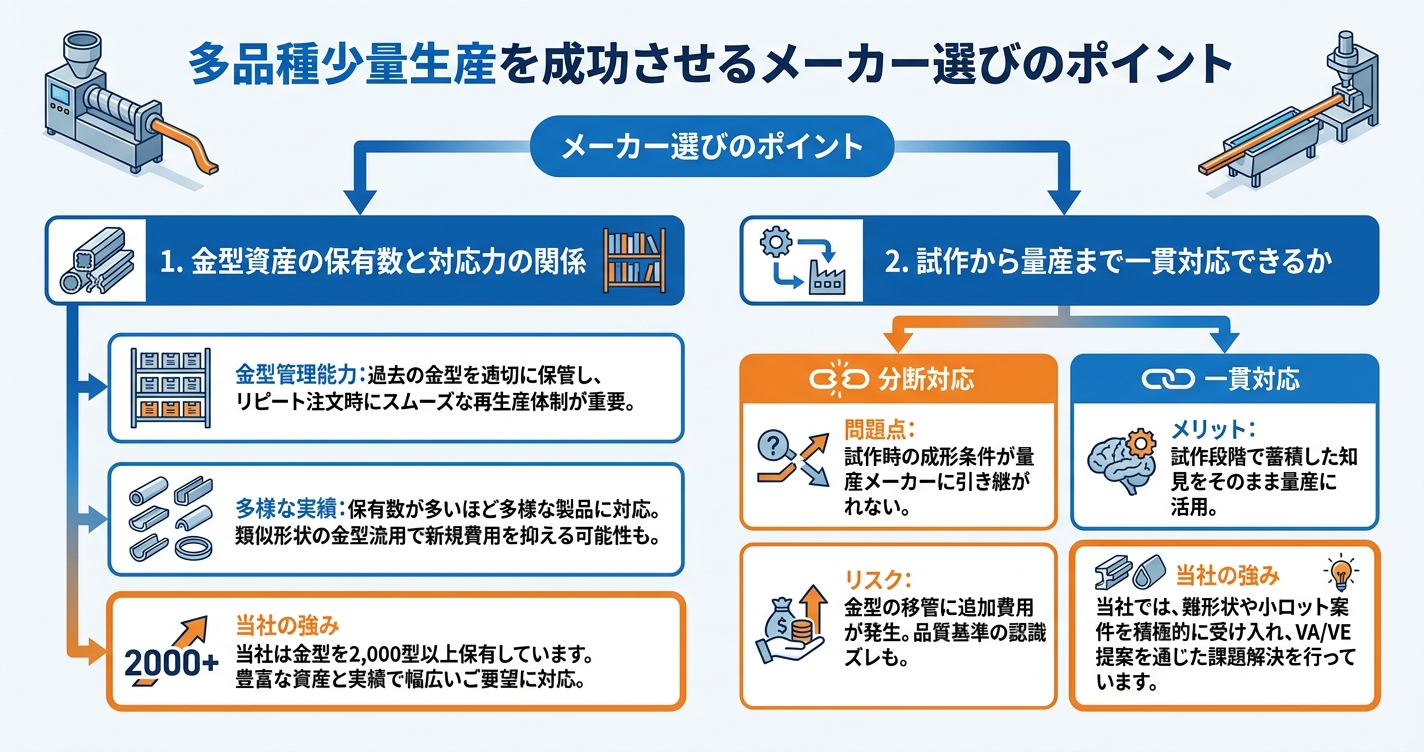
多品種少量生産を円滑に進めるには、メーカーの金型管理能力が重要です。過去に製作した金型を適切に保管し、リピート注文時にスムーズに再生産できる体制が求められます。
金型資産を多数保有しているメーカーは、それだけ多様な製品に対応してきた実績があります。類似形状の金型を流用できる可能性もあり、新規金型費を抑えられるケースがあります。
当社は金型を2,000型以上保有しています。豊富な金型資産と生産実績を活かし、幅広い形状・材質のご要望に対応しています。
多品種少量生産では、試作と量産を別々のメーカーに依頼すると、さまざまな問題が生じます。
こうしたリスクを回避するには、試作から量産までを一貫して対応できるメーカーを選ぶことが重要です。同一メーカーであれば、試作段階で蓄積した知見をそのまま量産に活かせます。
また、他社で「小ロットすぎる」「形状が複雑すぎる」といった理由で断られた案件でも、対応可能なメーカーは存在します。当社では、難形状や小ロット案件を積極的に受け入れ、VA/VE提案を通じた課題解決を行っています。
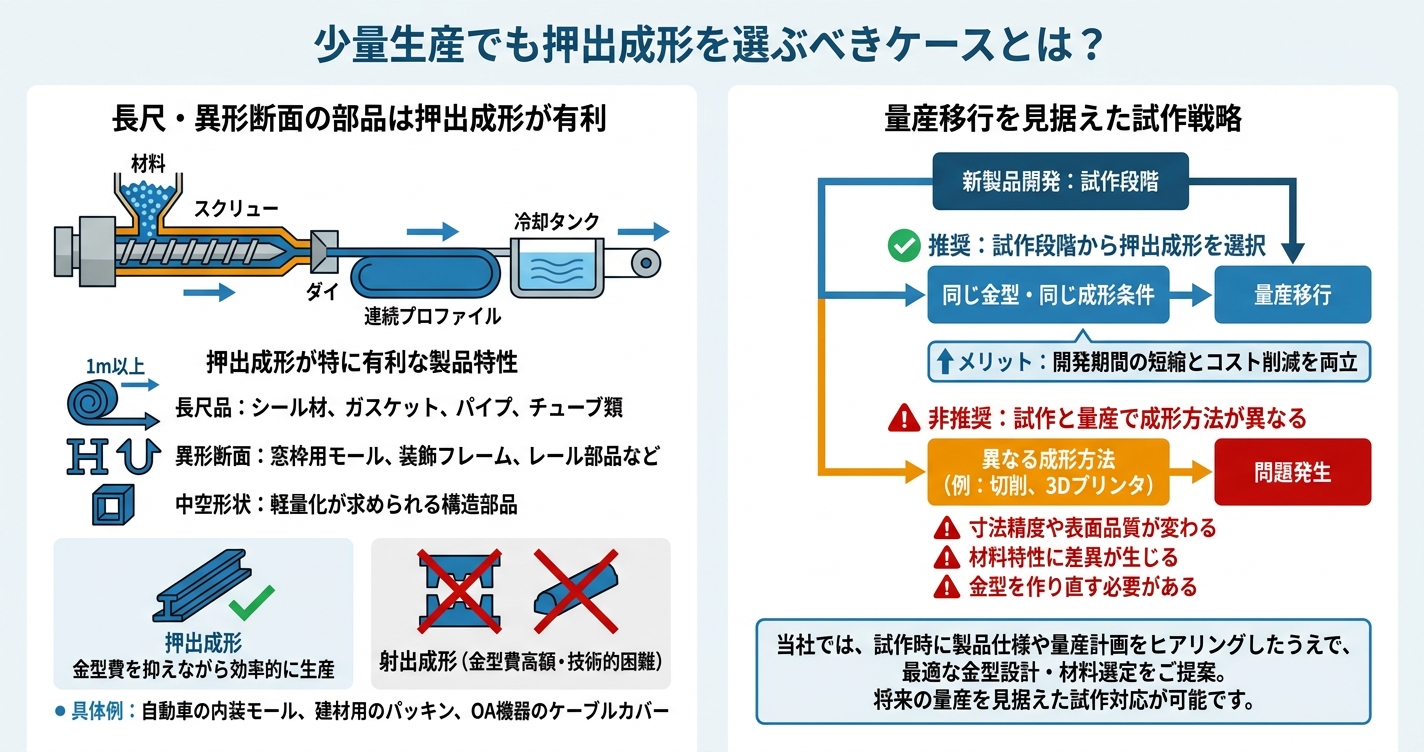
押出成形が特に有利な製品特性は以下のとおりです。
これらの形状を射出成形で製造しようとすると、金型費が高額になる、または技術的に困難なケースが多くなります。押出成形であれば、金型費を抑えながら効率的に生産できます。
具体例として、自動車の内装モールや建材用のパッキン、OA機器のケーブルカバーなどが挙げられます。いずれも一定断面を持つ長尺品であり、押出成形の特性を活かせる製品です。
新製品開発において、試作段階から量産を見据えた成形方法を選ぶことは重要です。試作と量産で成形方法が異なると、以下の問題が発生します。
将来的に量産を予定している長尺品であれば、試作段階から押出成形を選択することをおすすめします。同じ金型・同じ成形条件で試作から量産へ移行できるため、開発期間の短縮とコスト削減を両立できます。
当社では、試作時に製品仕様や量産計画をヒアリングしたうえで、最適な金型設計・材料選定をご提案しています。将来の量産を見据えた試作対応が可能です。
押出成形は、金型費の低さと連続生産の特性から、少量生産や多品種少量生産に適した成形方法です。射出成形と比較して初期投資を抑えられるため、試作段階からの採用にも向いています。
コストを最適化するには、簡易金型の活用、汎用材料の選定、二次加工の一体化といった工夫が有効です。また、メーカー選びでは金型資産の保有数と一貫対応力を確認することが重要です。
長尺品や異形断面の部品で少量生産をご検討の場合は、押出成形を選択肢に加えてください。試作から量産までを見据えた最適な成形方法を選ぶことで、開発コストと調達リスクを低減できます。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。











デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


