目次
「窓枠やサッシの樹脂化を検討しているが、設計のポイントがわからない」「パッキンの後付け工程をなんとか削減したい」——こうした課題を抱える建材メーカーの設計者・購買担当者は少なくありません。
建材分野では、アルミや木材に代わる選択肢として樹脂製部品の採用が進んでいます。特にPVC押出成形は、断熱性能の向上やコスト競争力の面で注目を集めています。
本記事では、窓枠・サッシを中心とした建材向け押出成形の設計ポイントを解説します。樹脂選定から断面設計、発注時の確認事項まで、実務に役立つ情報をお伝えします。
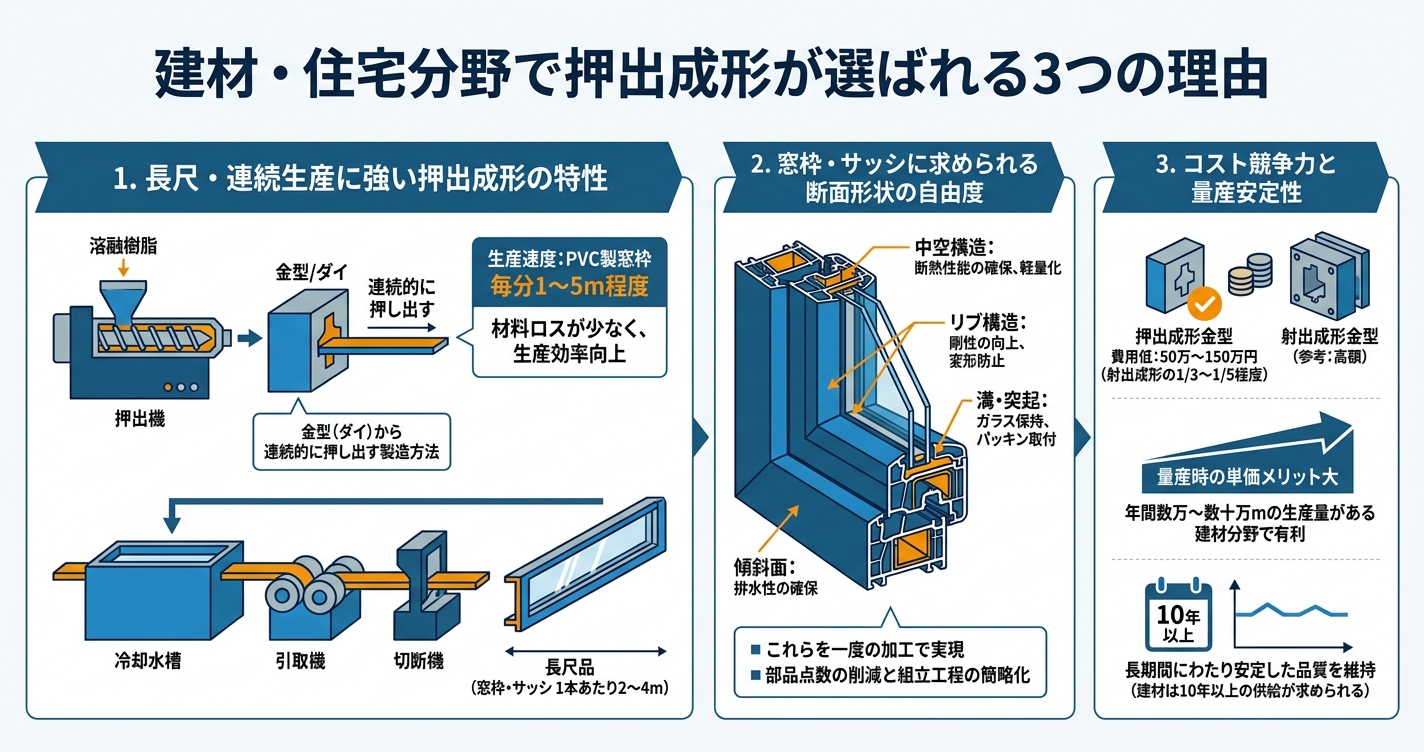
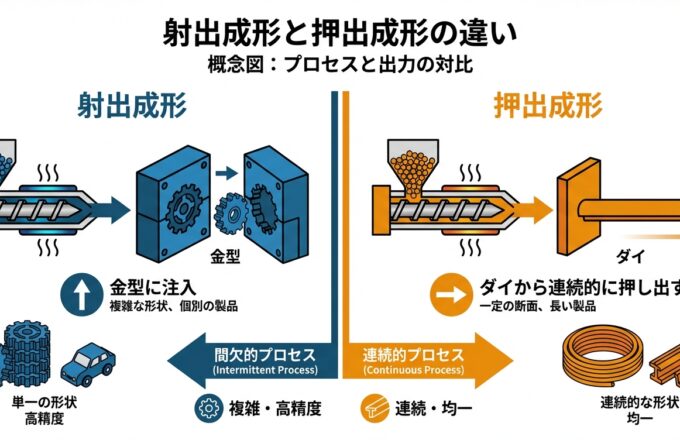
押出成形は、溶融した樹脂を金型(ダイ)から連続的に押し出す製造方法です。この特性により、建材に多い長尺品の生産に適しています。
窓枠やサッシは、1本あたり2〜4mの長さが一般的です。射出成形では対応が難しいこうした長尺品も、押出成形なら連続的に製造できます。生産速度は材質や断面によりますが、PVC製窓枠の場合、毎分1〜5m程度での加工が可能です。
また、連続生産のため材料ロスが少なく、長時間の安定稼働により生産効率が向上します。
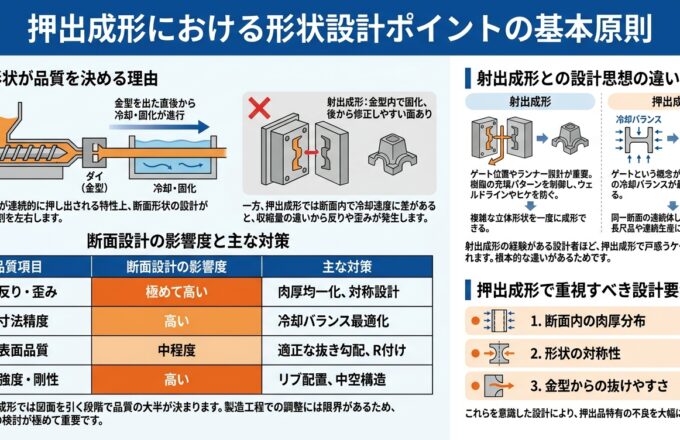
押出成形の大きな強みは、複雑な断面形状を一体で成形できる点です。
窓枠には以下のような形状要素が求められます。
| 形状要素 | 役割 |
|---|---|
| 中空構造 | 断熱性能の確保、軽量化 |
| リブ構造 | 剛性の向上、変形防止 |
| 溝・突起 | ガラス保持、パッキン取付 |
| 傾斜面 | 排水性の確保 |
これらを一度の加工で実現できるため、部品点数の削減と組立工程の簡略化につながります。
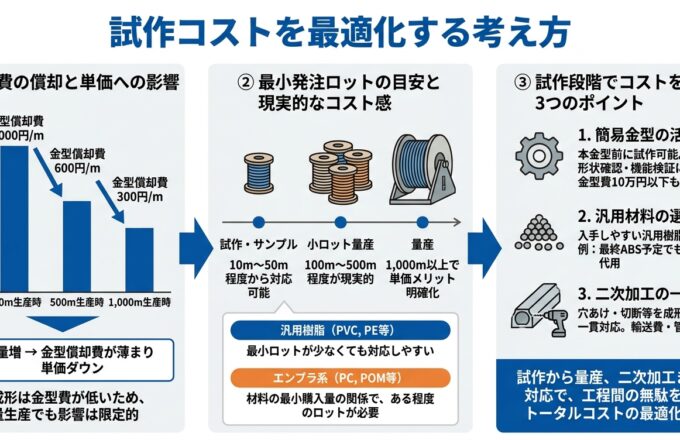
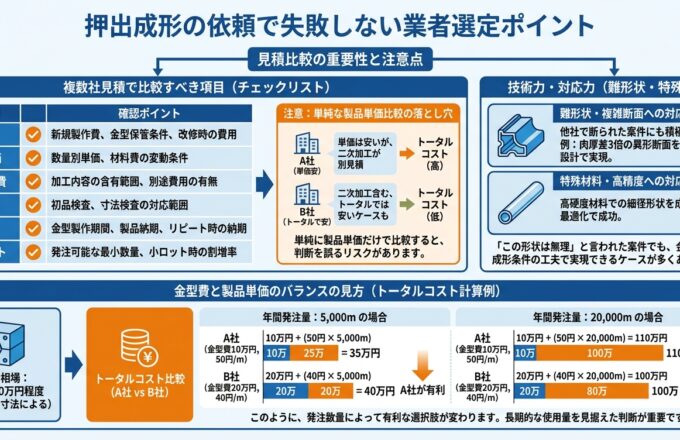
押出成形は、金型(ダイ)の製作費用が射出成形と比較して低く抑えられます。一般的な異形押出金型の場合、射出成形金型の1/3〜1/5程度、具体的には50万〜150万円程度のコストで製作可能です。
金型償却後は材料費と加工費が主なコスト要素となるため、量産時の単価メリットが大きくなります。年間数万〜数十万mの生産量がある建材分野では、このコスト構造が有利に働きます。
また、一度条件が確立すれば、長期間にわたり安定した品質を維持できます。建材は10年以上の供給が求められることも多く、この安定性は重要な要素です。
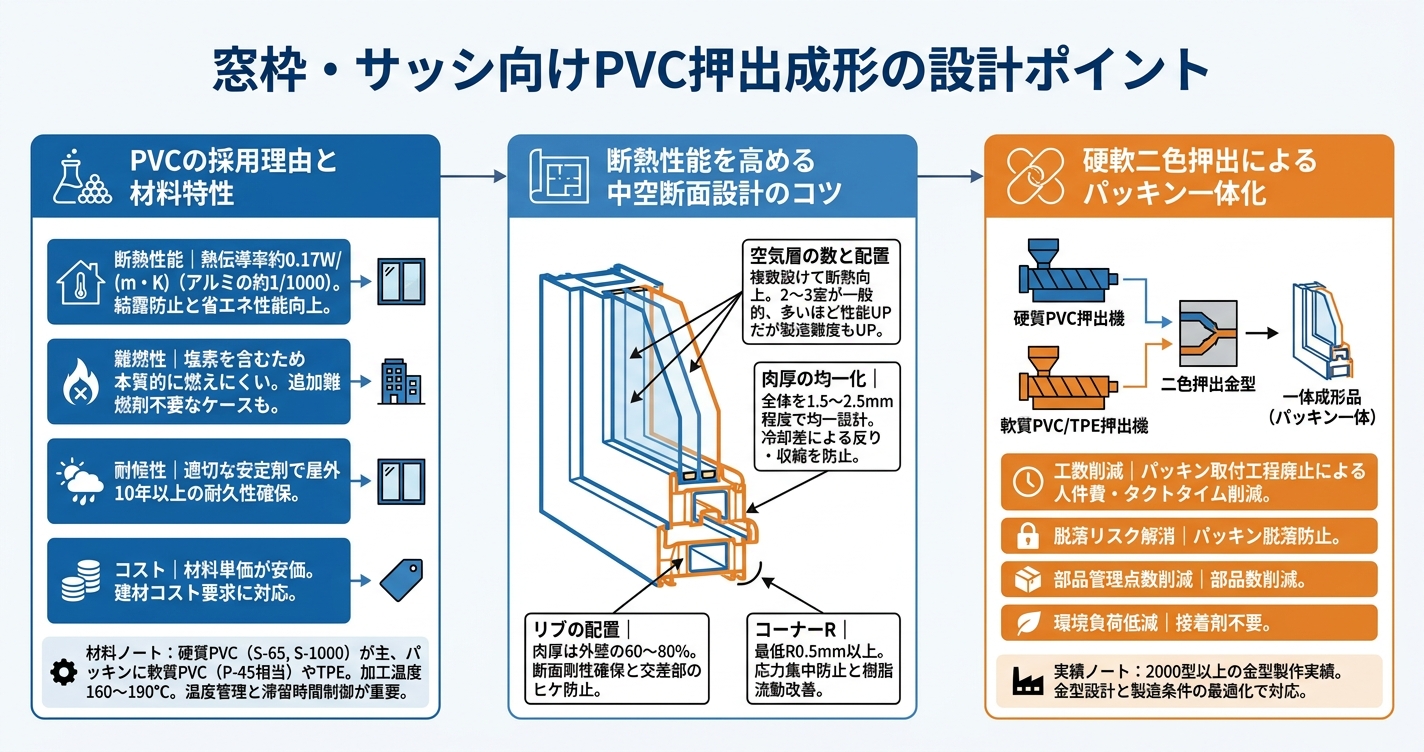
窓枠・サッシの樹脂化において、PVC(ポリ塩化ビニル)は最も多く採用される材料です。その理由は以下の特性にあります。
断熱性能
PVCの熱伝導率は約0.17W/(m・K)で、アルミニウム(約200W/(m・K))の約1/1000です。この特性により、結露防止と省エネ性能の向上が実現します。
難燃性
PVCは塩素を含むため、本質的に燃えにくい性質を持ちます。建築基準法上の要求を満たしやすく、追加の難燃剤が不要なケースも多いです。
耐候性
適切な安定剤を配合することで、屋外使用でも10年以上の耐久性を確保できます。
コスト
汎用樹脂のため材料単価が比較的安価で、建材のコスト要求に対応しやすい材料です。
窓枠用には硬質PVC(S-65、S-1000などのグレード)が主に使われ、パッキン部分には軟質PVC(P-45相当)やTPEが採用されます。PVC押出成形では、加工温度160〜190℃が一般的です。熱分解しやすい材料のため、温度管理と滞留時間の制御が品質を左右します。
窓枠の断熱性能を高めるには、中空断面の設計が重要です。以下のポイントを押さえてください。
空気層の数と配置
中空部を複数設けることで断熱性能が向上します。2〜3室の中空構造が一般的で、室数を増やすほど性能は上がりますが、製造難易度も高くなります。
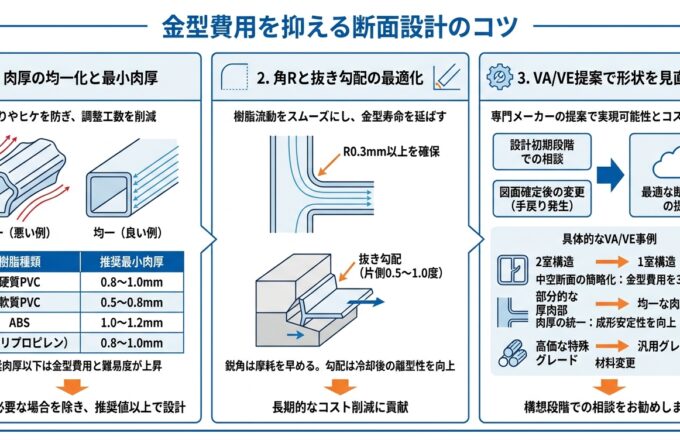
肉厚の均一化
肉厚のばらつきは、冷却速度の差による反りや収縮の原因となります。全体を1.5〜2.5mm程度の均一な肉厚で設計することを推奨します。
リブの配置
中空部を支えるリブは、断面剛性の確保と製造時の形状維持に寄与します。リブの肉厚は外壁の60〜80%程度とし、交差部のヒケを防止します。
コーナーR
角部には最低でもR0.5mm以上のRを設けてください。応力集中の防止と樹脂流動の改善に効果があります。
従来の窓枠製造では、硬質PVC製の枠を成形した後、別工程でゴムパッキンを取り付けていました。この組立工程は、人件費とタクトタイムの増加要因となっていました。
硬軟二色押出(共押出)は、この課題を解決する技術です。硬質PVCと軟質PVC(または軟質TPE)を同時に押し出して一体化させることで、枠本体とパッキンが一つの部品として完成します。
硬軟二色押出のメリット
当社では、この硬軟二色押出を得意としており、窓枠のパッキン一体成形で多くの実績があります。硬度の異なる2種類の材料を精密に接合するには、金型設計と製造条件の最適化が必要ですが、2000型以上の金型製作実績を基に対応しています。
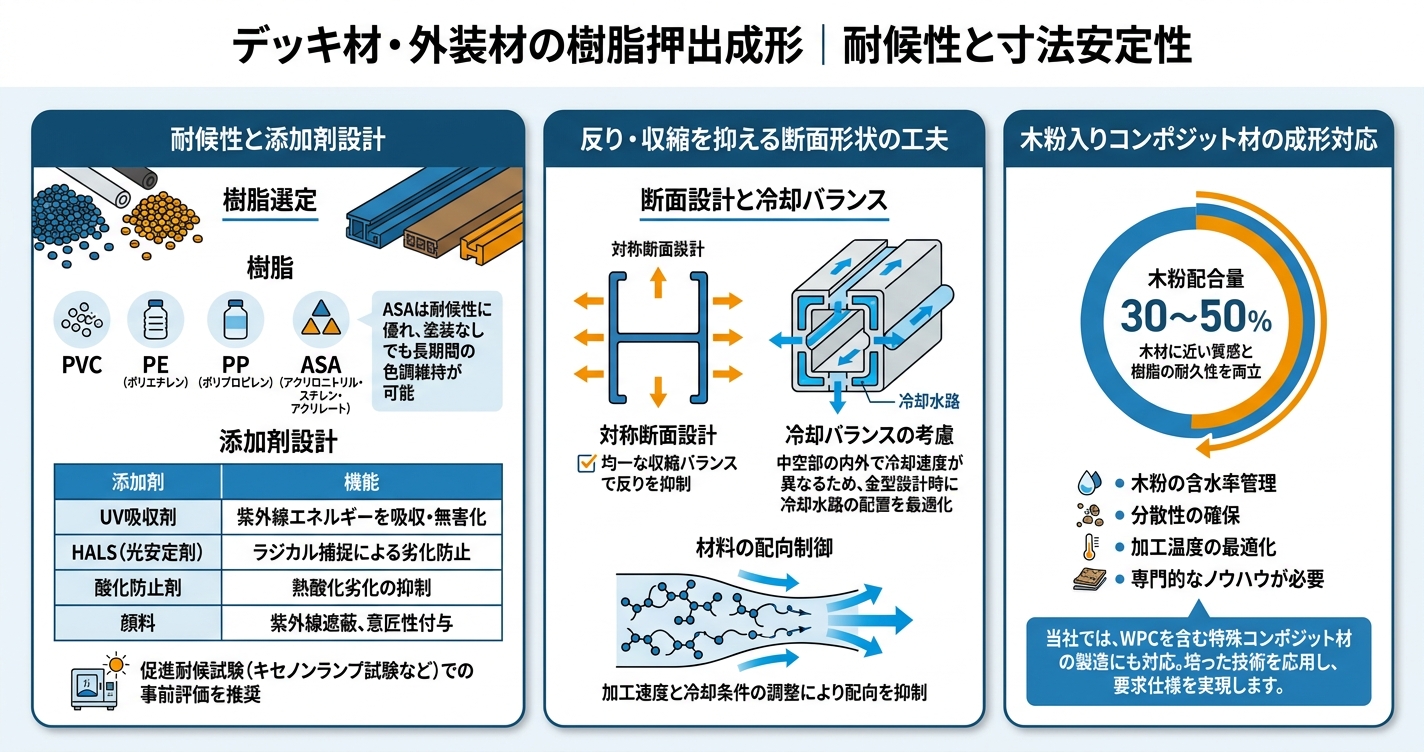
デッキ材や外装材など屋外で使用される建材には、紫外線・熱・水分への耐性が求められます。
樹脂選定
屋外建材にはPVCのほか、PE(ポリエチレン)、PP(ポリプロピレン)、ASA(アクリロニトリル・スチレン・アクリレート)などが使用されます。ASAは耐候性に優れ、塗装なしでも長期間の色調維持が可能です。
添加剤設計
以下の添加剤配合が屋外耐久性を左右します。
| 添加剤 | 機能 |
|---|---|
| UV吸収剤 | 紫外線エネルギーを吸収・無害化 |
| HALS(光安定剤) | ラジカル捕捉による劣化防止 |
| 酸化防止剤 | 熱酸化劣化の抑制 |
| 顔料 | 紫外線遮蔽、意匠性付与 |
添加剤の配合量は、要求される耐候年数とコストのバランスで決定します。促進耐候試験(キセノンランプ試験など)での事前評価を推奨します。
長尺の押出品で最も発生しやすい不具合が「反り」です。特に屋外建材は温度変化にさらされるため、設計段階での対策が重要です。
対称断面設計
断面形状を上下・左右対称に設計することで、冷却時の収縮バランスが均一になり、反りを抑制できます。非対称断面が必要な場合は、肉厚調整で収縮量のバランスを取ります。
冷却バランスの考慮
中空部の内側と外側では冷却速度が異なります。内側の冷却が遅れると、その部分の収縮が大きくなり反りの原因となります。金型設計時に冷却水路の配置を最適化することで対応します。
材料の配向制御
樹脂の流れ方向に分子が配向すると、その方向への収縮が大きくなります。加工速度と冷却条件の調整により、配向を抑制します。
近年、WPC(Wood Plastic Composite:木粉プラスチック複合材)の需要が増加しています。木粉を30〜50%配合することで、木材に近い質感と樹脂の耐久性を両立できます。
WPC成形には通常のPVC押出とは異なる技術が必要です。木粉の含水率管理、分散性の確保、加工温度の最適化など、専門的なノウハウが求められます。
当社では、WPCを含む特殊コンポジット材の製造にも対応しています。通常の樹脂加工で培った技術を応用し、お客様の要求仕様を実現します。
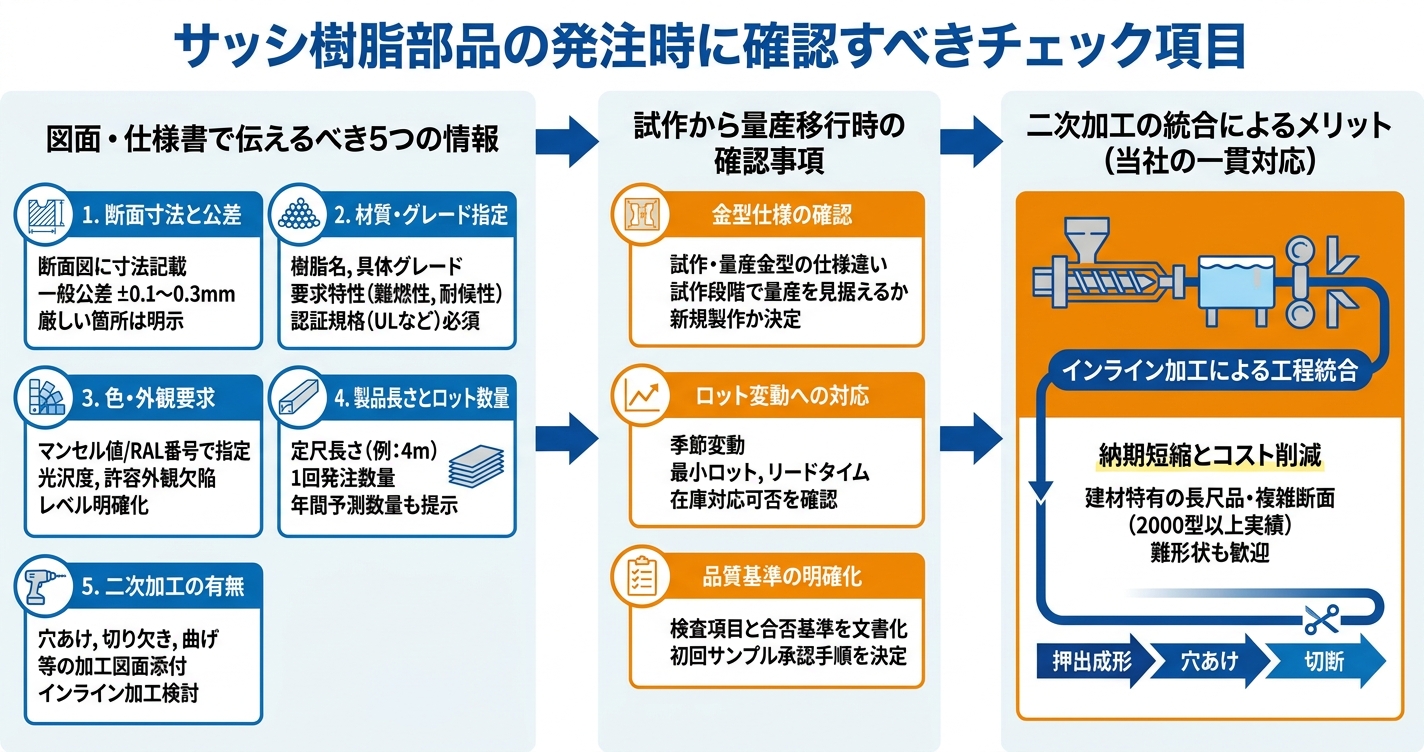
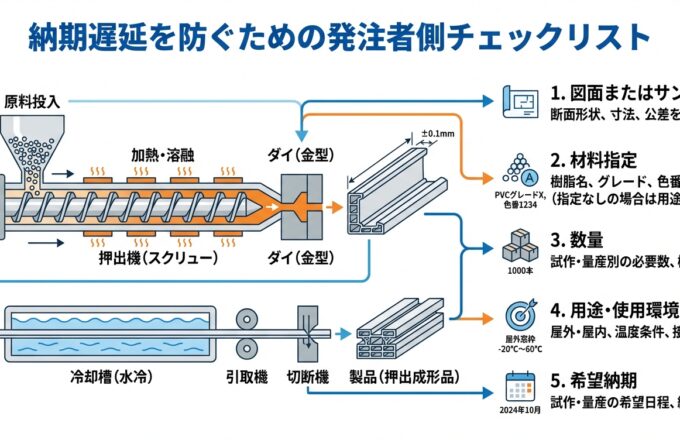
押出成形品を発注する際、以下の情報を図面・仕様書で明確に伝えることで、見積精度が向上し、トラブルを防止できます。
1. 断面寸法と公差
断面図に各部の寸法を記載します。押出成形の一般的な公差は±0.1〜0.3mm程度ですが、部位により異なります。特に厳しい公差が必要な箇所は明示してください。
2. 材質・グレード指定
樹脂名だけでなく、具体的なグレードや要求特性(難燃性、耐候性など)を記載します。認証規格(UL規格など)が必要な場合は必須情報です。
3. 色・外観要求
色はマンセル値やRAL番号で指定すると認識のずれを防げます。表面の光沢度や許容できる外観欠陥のレベルも明確にしてください。
4. 製品長さとロット数量
定尺長さ(例:4m)と1回あたりの発注数量を記載します。年間予測数量も伝えると、金型仕様の提案に役立ちます。
5. 二次加工の有無
穴あけ、切り欠き、曲げ加工などの二次加工が必要な場合は、加工図面を添付します。インラインでの加工組み込みにより、コスト削減が可能な場合があります。
試作から量産へスムーズに移行するため、以下の点を事前に確認してください。
金型仕様の確認
試作用金型と量産用金型では、仕様が異なる場合があります。試作段階で量産を見据えた金型を製作するか、試作後に量産金型を新規製作するかを決めておきます。
ロット変動への対応
建材は季節により需要が変動することがあります。最小ロット、リードタイム、在庫対応の可否を確認しておくと、調達計画が立てやすくなります。
品質基準の明確化
量産開始前に、検査項目と合否基準を文書化します。初回サンプル承認の手順も取り決めておくと、品質トラブルを防止できます。
二次加工の統合によるリードタイム短縮
窓枠やサッシなどの長尺建材では、押出後に穴あけ、切断、面取りなどの二次加工が必要になるケースが多くあります。これらを別工程で行うと、運搬・検査・管理の手間が増え、全体のリードタイムが延びてしまいます。
当社では、試作から量産、さらに穴あけやカットなどの二次加工まで一貫して対応しています。インライン加工による工程統合により、納期短縮とコスト削減を実現します。建材特有の長尺品や複雑断面にも、2000型以上の製作実績を活かしてお応えします。「他社で断られた」という難形状のご相談も歓迎いたします。
建材分野における押出成形は、長尺品の連続生産、複雑断面の一体成形、量産時のコスト競争力という点で優れた製造方法です。
窓枠・サッシにはPVCが多く採用され、中空断面設計による断熱性能の向上、硬軟二色押出によるパッキン一体化など、設計の工夫により大幅な性能向上とコスト削減が可能になります。デッキ材や外装材では、耐候性と寸法安定性が品質を左右し、樹脂選定と添加剤設計、断面形状の最適化が重要です。
発注時には、断面寸法・材質グレード・色指定・二次加工要件を明確に伝えることで、スムーズな見積と製作が可能になります。試作から量産への移行では、金型仕様の確認、ロット変動への対応、品質基準の明確化が成功の鍵となります。
当社は2000型以上の金型製作実績を持ち、硬軟二色押出やインライン二次加工など、建材分野に特化した技術力を備えています。窓枠樹脂化やサッシ樹脂部品のPVC押出成形でお困りの際は、試作から量産・二次加工まで一貫対応できる当社にぜひご相談ください。設計段階からのご提案も可能です。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。












デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


