押出成形品の設計において、「反りが発生して組み付けできない」「寸法精度が安定しない」といった課題を抱えていませんか。これらの問題の多くは、断面形状の設計段階で解決できます。本記事では、押出成形特有の形状設計ポイントを具体的な数値とともに解説します。反りにくく、製造しやすい断面設計のコツを押さえることで、品質向上とコスト削減の両立が可能です。
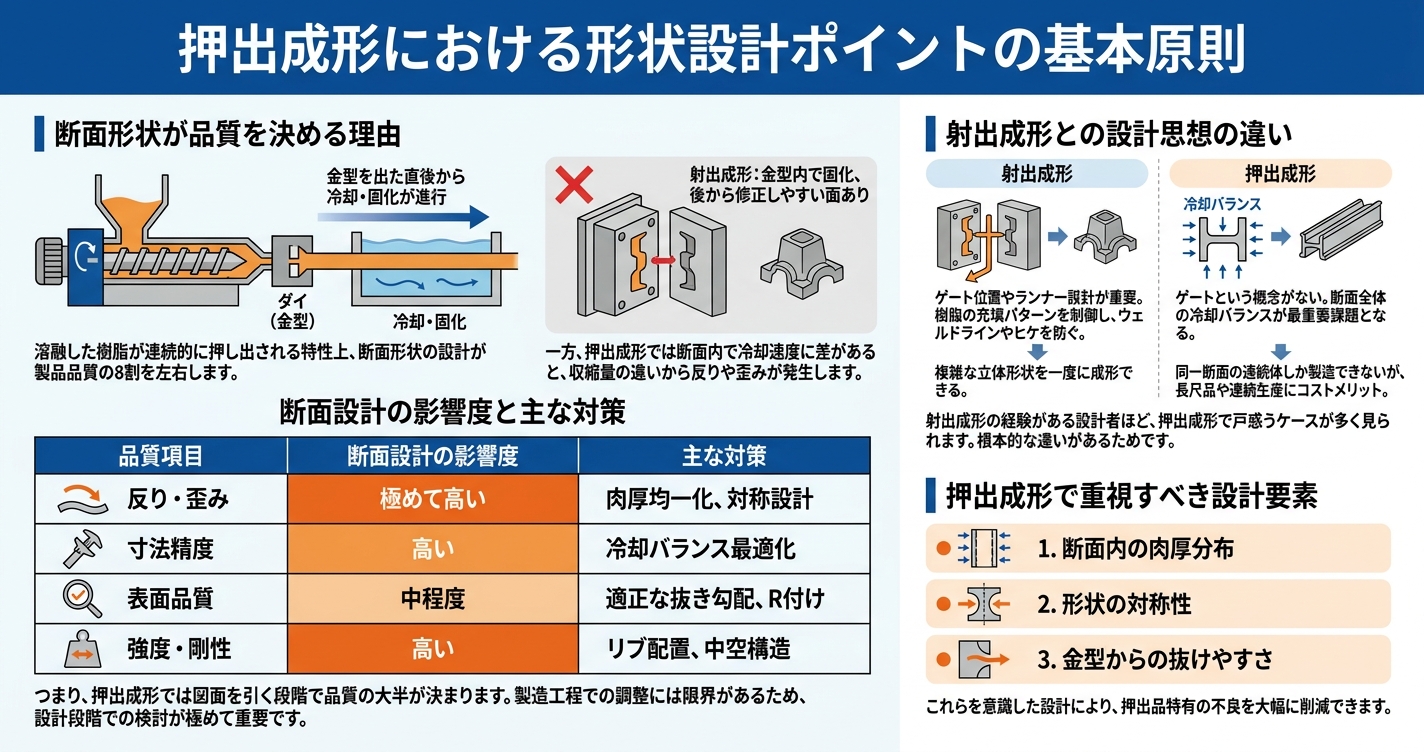
押出成形では、溶融した樹脂が金型(ダイ)を通過し、連続的に押し出されます。この特性上、断面形状の設計が製品品質の8割を左右します。
射出成形では金型内で樹脂が固化するため、後から形状を修正しやすい面があります。一方、押出成形では金型を出た直後から冷却・固化が進行します。断面内で冷却速度に差があると、収縮量の違いから反りや歪みが発生します。
| 品質項目 | 断面設計の影響度 | 主な対策 |
|---|---|---|
| 反り・歪み | 極めて高い | 肉厚均一化、対称設計 |
| 寸法精度 | 高い | 冷却バランス最適化 |
| 表面品質 | 中程度 | 適正な抜き勾配、R付け |
| 強度・剛性 | 高い | リブ配置、中空構造 |
つまり、押出成形では図面を引く段階で品質の大半が決まります。製造工程での調整には限界があるため、設計段階での検討が極めて重要です。
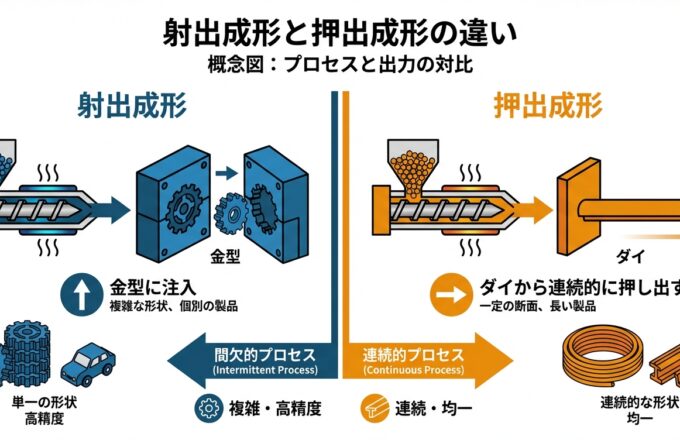
射出成形の経験がある設計者ほど、押出成形で戸惑うケースが多く見られます。両者の設計思想には根本的な違いがあるためです。
射出成形ではゲート位置やランナー設計が重要です。樹脂の充填パターンを制御し、ウェルドラインやヒケを防ぎます。一方、押出成形にはゲートという概念がありません。代わりに、断面全体の冷却バランスが最重要課題となります。
また、射出成形では複雑な立体形状を一度に成形できます。押出成形では、あくまで同一断面の連続体しか製造できません。ただし、この制約があるからこそ、長尺品や連続生産においてコストメリットを発揮します。
押出成形で重視すべき設計要素は以下の3点です。
これらを意識した設計により、押出品特有の不良を大幅に削減できます。
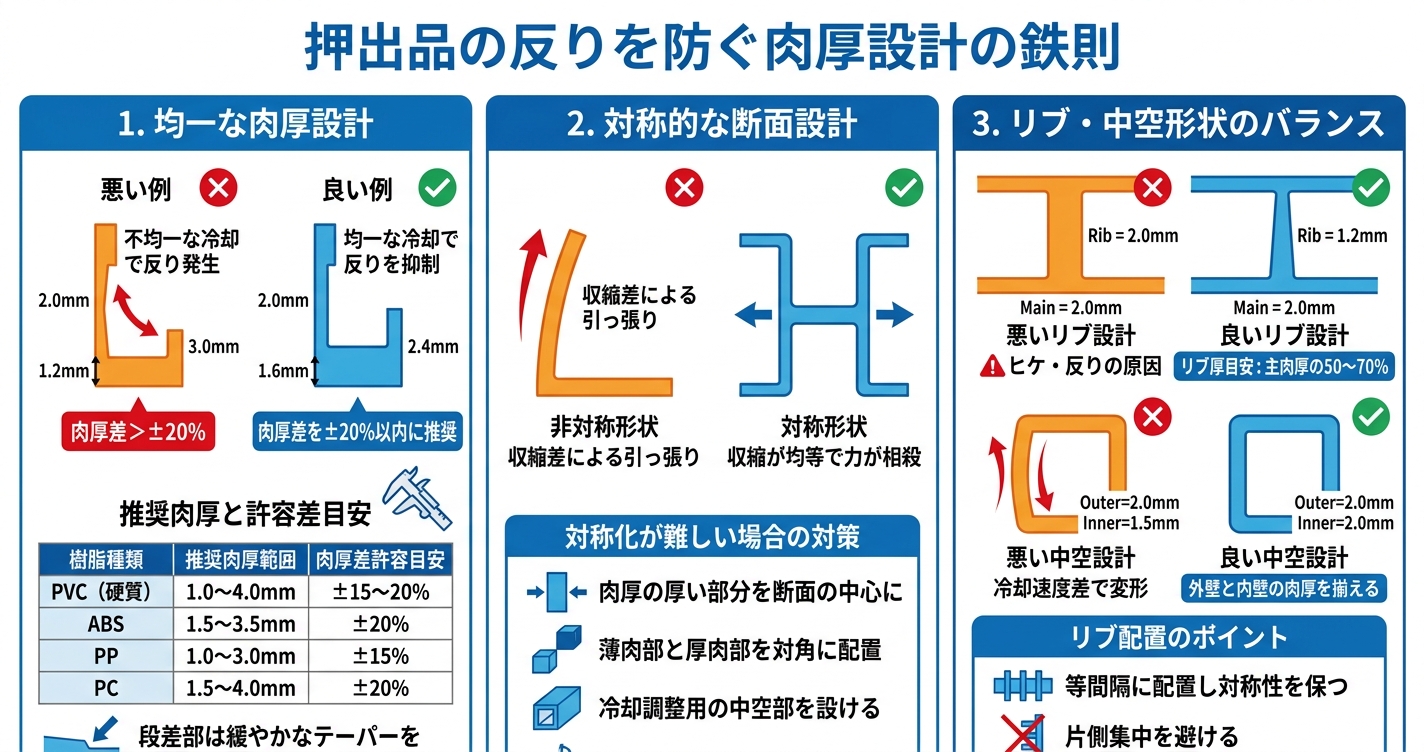
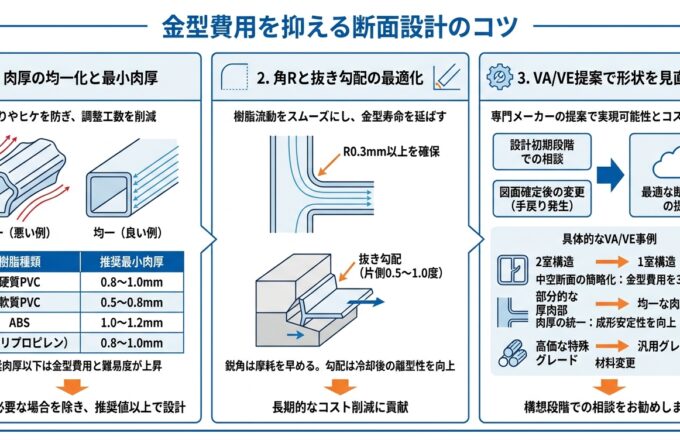
反りの最大の原因は、断面内の肉厚差による冷却速度の不均一です。厚肉部は冷却に時間がかかり、薄肉部より大きく収縮します。この収縮差が反りや歪みとして現れます。
一般的な目安として、断面内の肉厚差は±20%以内に抑えることを推奨します。
例えば、主肉厚が2.0mmの場合、最も薄い部分でも1.6mm、最も厚い部分でも2.4mmに収めます。これを超える肉厚差があると、反り不良のリスクが急激に高まります。
| 樹脂種類 | 推奨肉厚範囲 | 肉厚差許容目安 |
|---|---|---|
| PVC(硬質) | 1.0〜4.0mm | ±15〜20% |
| ABS | 1.5〜3.5mm | ±20% |
| PP | 1.0〜3.0mm | ±15% |
| PC | 1.5〜4.0mm | ±20% |
やむを得ず肉厚差が生じる場合は、段差部に緩やかなテーパーを設けます。急激な肉厚変化を避けることで、冷却速度の差を緩和できます。
断面形状を左右対称または点対称に設計すると、反りを大幅に抑制できます。これは、対称形状では冷却時の収縮が均等に発生し、力が相殺されるためです。
非対称形状では、収縮量の大きい側に引っ張られて反りが生じます。特に長尺品では、わずかな非対称性でも顕著な反りとなって現れます。
対称設計が難しい場合は、以下の対策が有効です。
機能上どうしても非対称形状が必要な場合は、成形時の冷却条件で補正します。ただし、調整範囲には限界があるため、設計段階での対称化検討を優先してください。
軽量化や剛性確保のため、中空構造やリブを設けるケースは多くあります。これらの形状でも、冷却バランスを意識した設計が欠かせません。
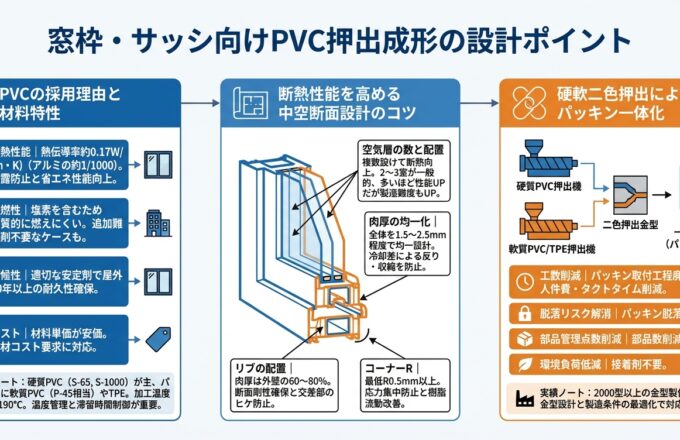
リブ厚の目安は、主肉厚の50〜70%です。主肉厚が2.0mmであれば、リブ厚は1.0〜1.4mmが適正範囲となります。リブが厚すぎると、リブ根元にヒケや反りが発生します。逆に薄すぎると、樹脂が流れにくくなり成形不良の原因となります。
中空構造の場合は、外壁と内壁の肉厚を揃えることが基本です。外壁2.0mm、内壁1.5mmといった差があると、冷却速度の違いから変形が生じます。
また、中空部を支えるリブ(補強桟)の配置も重要です。リブは等間隔に配置し、断面の対称性を保つようにします。片側だけにリブを集中させると、その部分の剛性が高くなり、反りの原因となります。
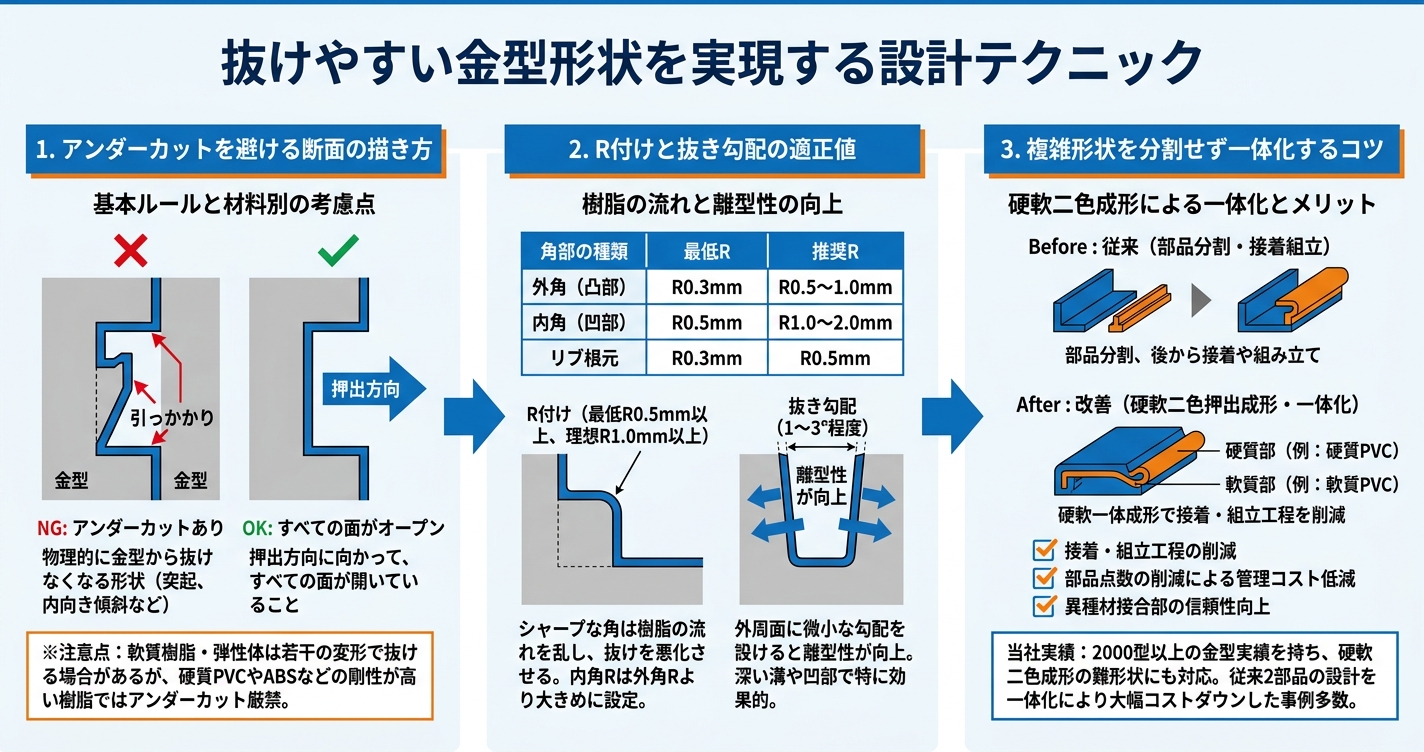
押出成形では、金型から製品がスムーズに抜けることが必須条件です。アンダーカット形状があると、物理的に金型から抜けなくなります。
アンダーカットとは、押出方向に対して引っかかりとなる形状です。例えば、溝の内側に張り出した突起や、内向きに傾斜した壁面がこれに該当します。
断面を描く際は、押出方向(紙面に垂直な方向)に向かって、すべての面が開いているか確認してください。どこかで断面が内側に入り込む形状は、原則として成形できません。
ただし、軟質樹脂や弾性体では、若干のアンダーカットでも変形しながら抜ける場合があります。硬質PVCやABSなどの剛性が高い樹脂では、アンダーカットは厳禁です。
断面の角部には必ずRを付けます。シャープな角は樹脂の流れを乱し、金型からの抜けも悪化させます。
最低でもR0.5mm以上を確保してください。可能であればR1.0mm以上が理想です。内角(凹部)のRは外角(凸部)より大きめに設定します。内角R1.0mmに対し、外角R0.5mmといった配分が一般的です。
| 角部の種類 | 最低R | 推奨R |
|---|---|---|
| 外角(凸部) | R0.3mm | R0.5〜1.0mm |
| 内角(凹部) | R0.5mm | R1.0〜2.0mm |
| リブ根元 | R0.3mm | R0.5mm |
外周面には微小な抜き勾配を設けることも有効です。1〜3°程度の勾配があると、金型からの離型性が向上します。特に深い溝や凹部がある形状では、抜き勾配の効果が顕著です。
機能上、複数の異なる形状を組み合わせたい場合があります。従来は部品を分割し、後から接着や組み立てを行っていました。しかし、硬軟二色押出成形を活用すると、硬質部と軟質部を一体成形できます。例えば、剛性が必要な本体部分は硬質PVC、シール機能が必要な部分は軟質PVCという構成が可能です。
この技術により、以下のメリットが得られます。
当社では2000型以上の金型実績を持ち、硬軟二色成形の難形状にも対応しています。従来は2部品に分けていた設計を、一体化により大幅にコストダウンした事例も多数あります。
他社で「この形状は成形できない」と断られた案件でも、設計変更により実現できるケースは少なくありません。
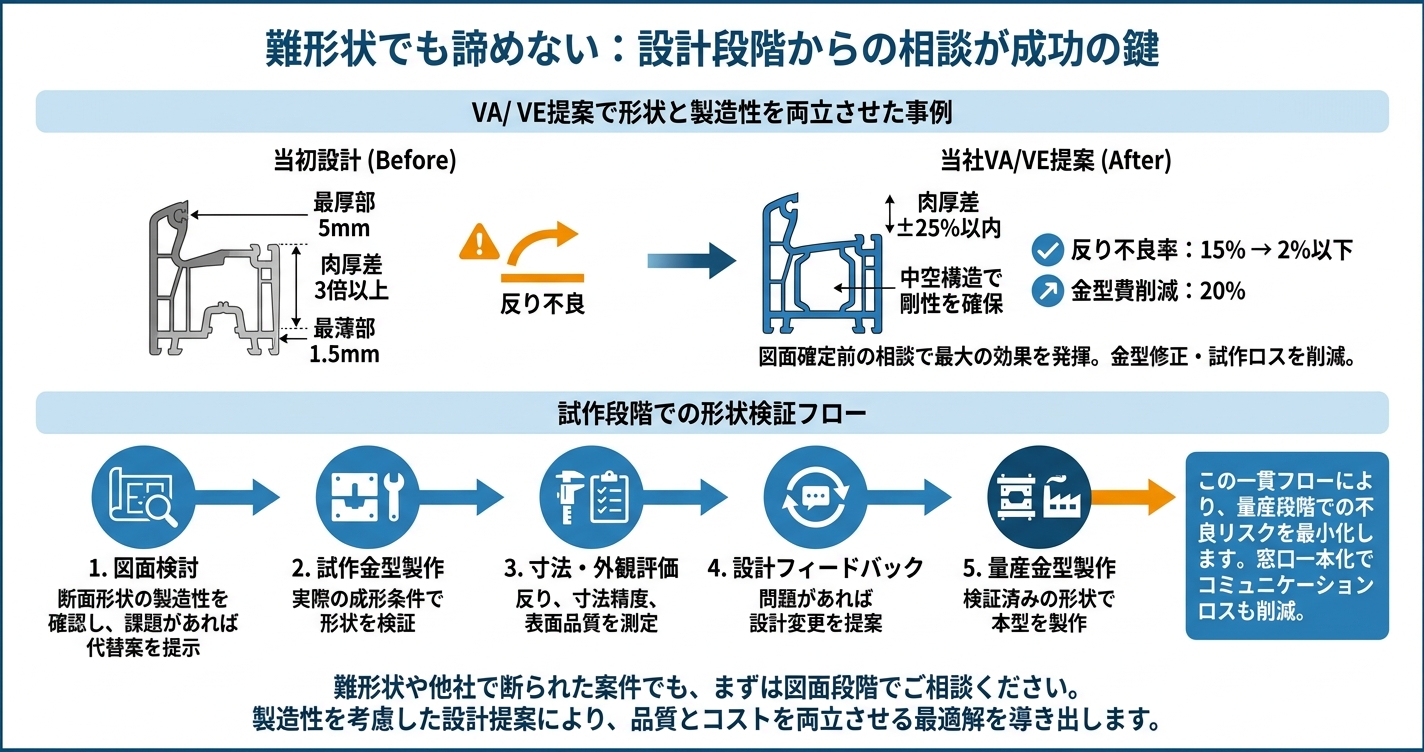
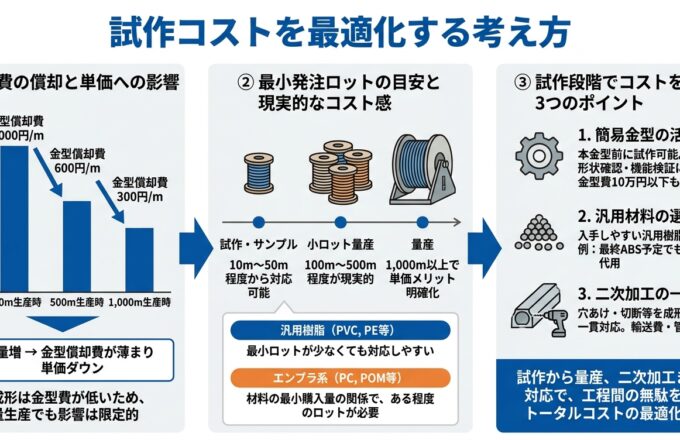
ある窓枠用PVC押出材の案件では、当初設計の断面に大きな肉厚差がありました。最厚部5mm、最薄部1.5mmという3倍以上の差があり、反り不良が避けられない状況でした。
当社では、機能を維持しながら断面を再設計するVA/VE提案を実施。肉厚差を±25%以内に抑えつつ、中空構造で剛性を確保しました。結果として、反り不良率を従来の15%から2%以下に改善し、金型費も20%削減できました。
このような設計変更提案は、図面確定前の相談で最大の効果を発揮します。金型を作ってから問題が発覚すると、金型修正費や試作やり直しで大きなロスが生じます。
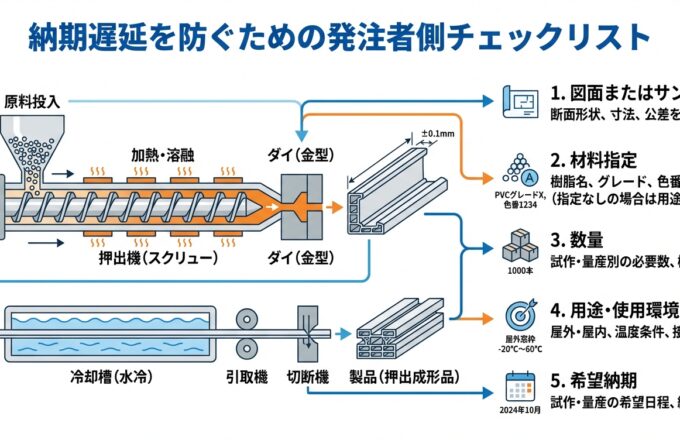
当社では、量産前に以下のフローで形状を検証します。
この一貫フローにより、量産段階での不良リスクを最小化します。試作から量産、さらに穴あけやカットなどの二次加工まで一貫対応しているため、窓口が一本化され、コミュニケーションロスも削減できます。
難形状や他社で断られた案件でも、まずは図面段階でご相談ください。製造性を考慮した設計提案により、品質とコストを両立させる最適解を導き出します。
押出成形における形状設計のポイントは、「肉厚の均一化」「対称設計」「金型からの抜けやすさ」の3点に集約されます。
肉厚差は±20%以内を目安とし、リブ厚は主肉厚の50〜70%に設定します。角部にはR0.5mm以上を確保し、アンダーカットは避けてください。これらの基本を押さえることで、反りや歪みのない高品質な押出成形品を実現できます。
複雑な形状要件がある場合でも、硬軟二色成形や設計変更提案により、一体化・製造性向上が可能です。図面確定前の早い段階で専門業者に相談することが、コスト削減と品質向上への近道です。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。











デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


