目次
医療機器の開発において、チューブやカテーテルの品質は患者の安全に直結します。「医療グレードの樹脂をどう選べばよいか」「一般工業用の押出成形と何が違うのか」といった疑問をお持ちの設計者・購買担当者は少なくありません。
本記事では、医療用押出成形の基礎知識から材料選定、設計ポイント、量産までの流れを体系的に解説します。
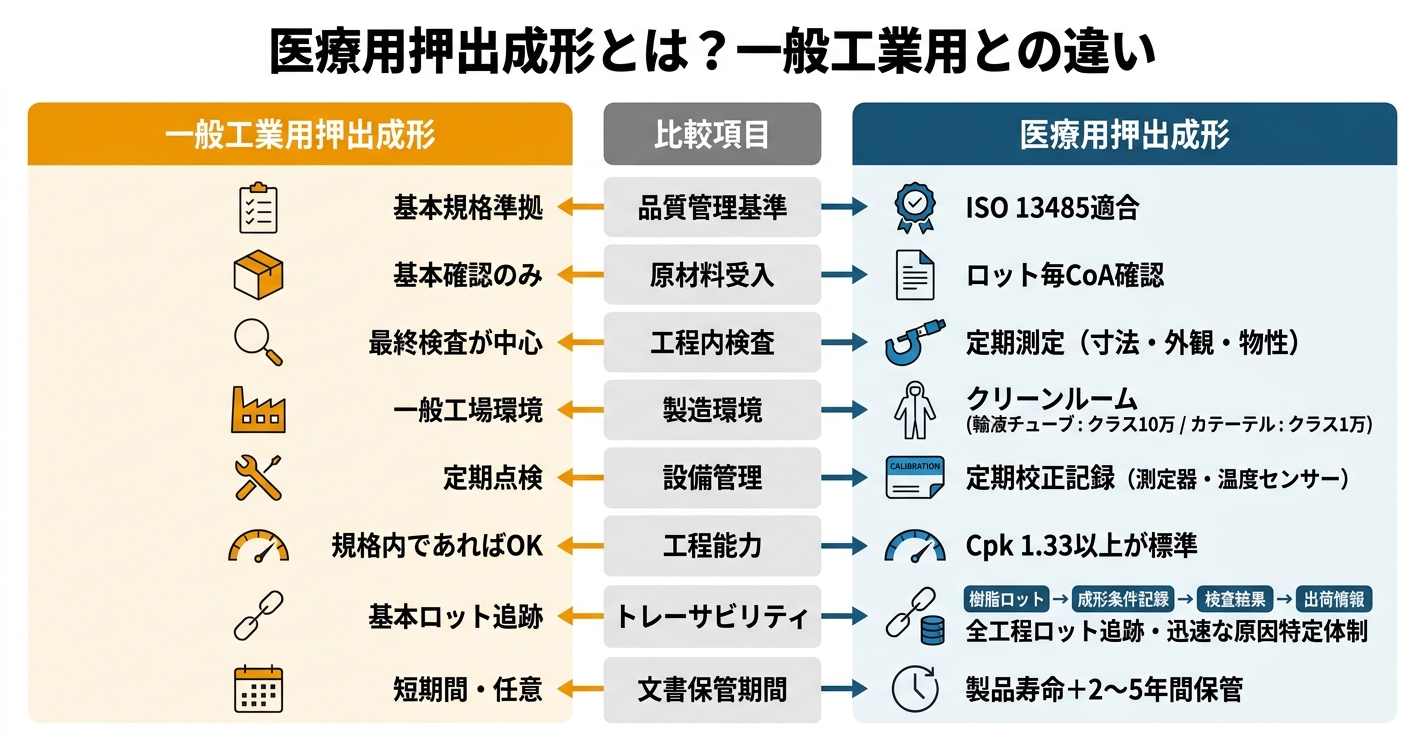
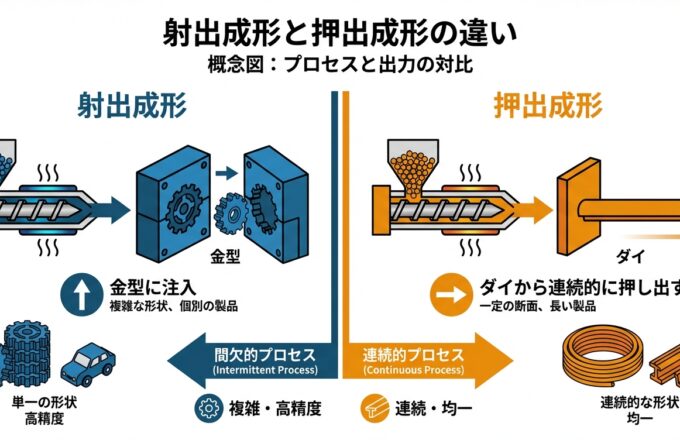
医療用押出成形とは、医療機器や医療関連部品に使用されるチューブ・カテーテル・シースなどを、押出成形技術で製造するプロセスです。基本的な成形原理は一般工業用と同じですが、品質管理の厳格さと文書化の徹底度において大きな違いがあります。
医療用押出成形では、ISO 13485(医療機器品質マネジメントシステム)への適合が求められます。この規格は、製品の設計から製造、出荷に至るまでの全工程で品質を担保する仕組みを定めています。
具体的な管理項目として、以下が挙げられます。
一般工業用では「規格内であればOK」という判定が多いのに対し、医療用では工程能力指数(Cpk)1.33以上を求められるケースが標準的です。
医療機器は、万が一の不具合発生時に原因を迅速に特定する必要があります。そのため、以下の情報をロット単位で追跡できる体制が必須です。
これらの記録は、製品寿命+2〜5年間(規制により異なる)の保管が求められます。文書管理の負荷は大きいものの、トレーサビリティの確保は医療機器メーカーへの納入条件として避けて通れません。
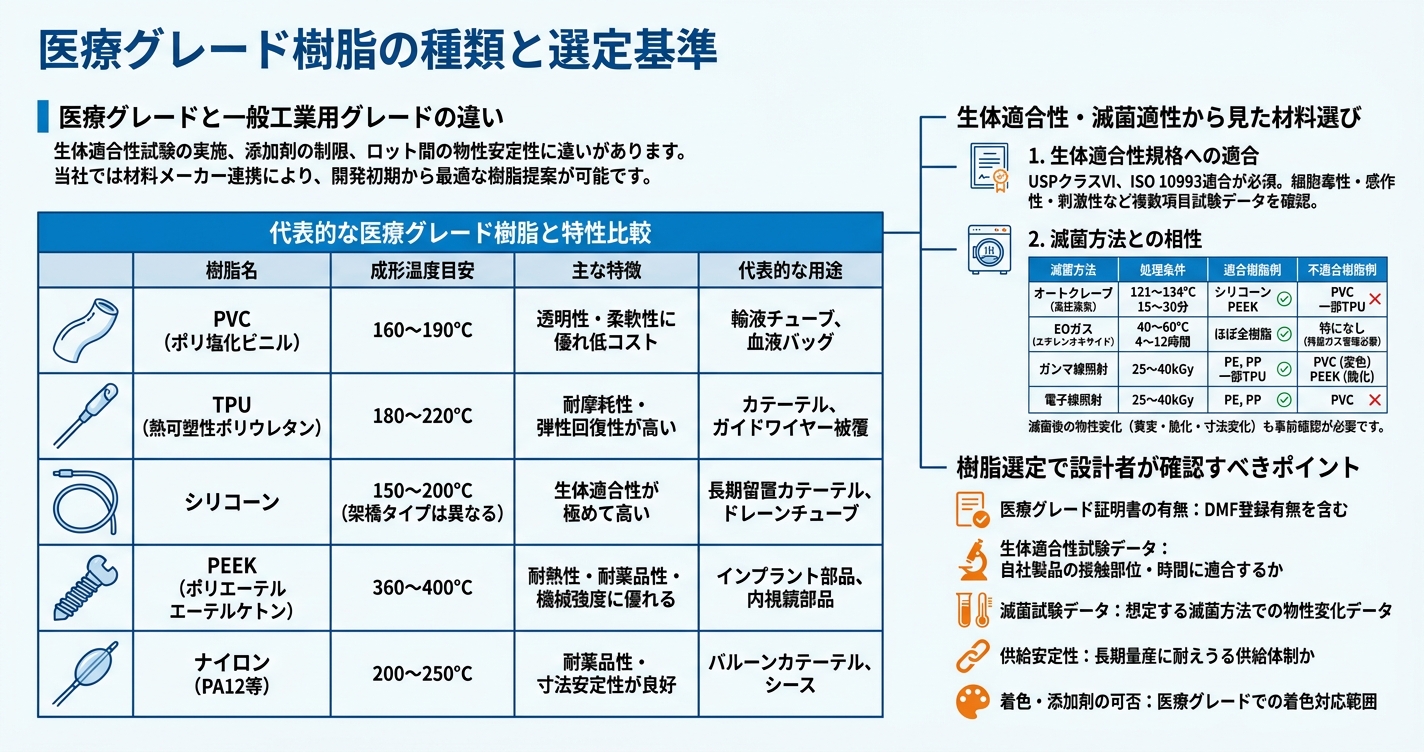
医療用押出成形で使用する樹脂は、「医療グレード」として認定されたものを選定します。一般工業用グレードとの違いは、生体適合性試験の実施、添加剤の制限、ロット間の物性安定性にあります。
当社では、医療グレード樹脂の選定段階から材料メーカーとの連携により最適な樹脂提案が可能です。開発初期段階からご相談いただくことで、後工程を見据えた材料選定を支援いたします。
医療用チューブ・カテーテルに使用される主な樹脂を比較表で示します。
| 樹脂名 | 成形温度目安 | 主な特徴 | 代表的な用途 |
|---|---|---|---|
| PVC(ポリ塩化ビニル) | 160〜190℃ | 透明性・柔軟性に優れ低コスト | 輸液チューブ、血液バッグ |
| TPU(熱可塑性ポリウレタン) | 180〜220℃ | 耐摩耗性・弾性回復性が高い | カテーテル、ガイドワイヤー被覆 |
| シリコーン | 150〜200℃(架橋タイプは異なる) | 生体適合性が極めて高い | 長期留置カテーテル、ドレーンチューブ |
| PEEK(ポリエーテルエーテルケトン) | 360〜400℃ | 耐熱性・耐薬品性・機械強度に優れる | インプラント部品、内視鏡部品 |
| ナイロン(PA12等) | 200〜250℃ | 耐薬品性・寸法安定性が良好 | バルーンカテーテル、シース |
医療グレード樹脂を選定する際、以下の2点が重要な判断基準となります。
1. 生体適合性規格への適合
USPクラスVI(米国薬局方)やISO 10993(生物学的評価)への適合が求められます。特にISO 10993は、細胞毒性・感作性・刺激性など複数の試験項目で構成されています。樹脂メーカーが取得済みの試験データを確認してください。
2. 滅菌方法との相性
| 滅菌方法 | 処理条件 | 適合樹脂例 | 不適合樹脂例 |
|---|---|---|---|
| オートクレーブ(高圧蒸気) | 121〜134℃、15〜30分 | シリコーン、PEEK | PVC、一部TPU |
| EOガス(エチレンオキサイド) | 40〜60℃、4〜12時間 | ほぼ全樹脂 | 特になし(残留ガス管理必要) |
| ガンマ線照射 | 25〜40kGy | PE、PP、一部TPU | PVC(変色)、PEEK(脆化) |
| 電子線照射 | 25〜40kGy | PE、PP | PVC |
滅菌後の物性変化(黄変・脆化・寸法変化)も事前に確認が必要です。
材料選定の段階で、以下の項目を樹脂メーカーや成形会社に確認してください。
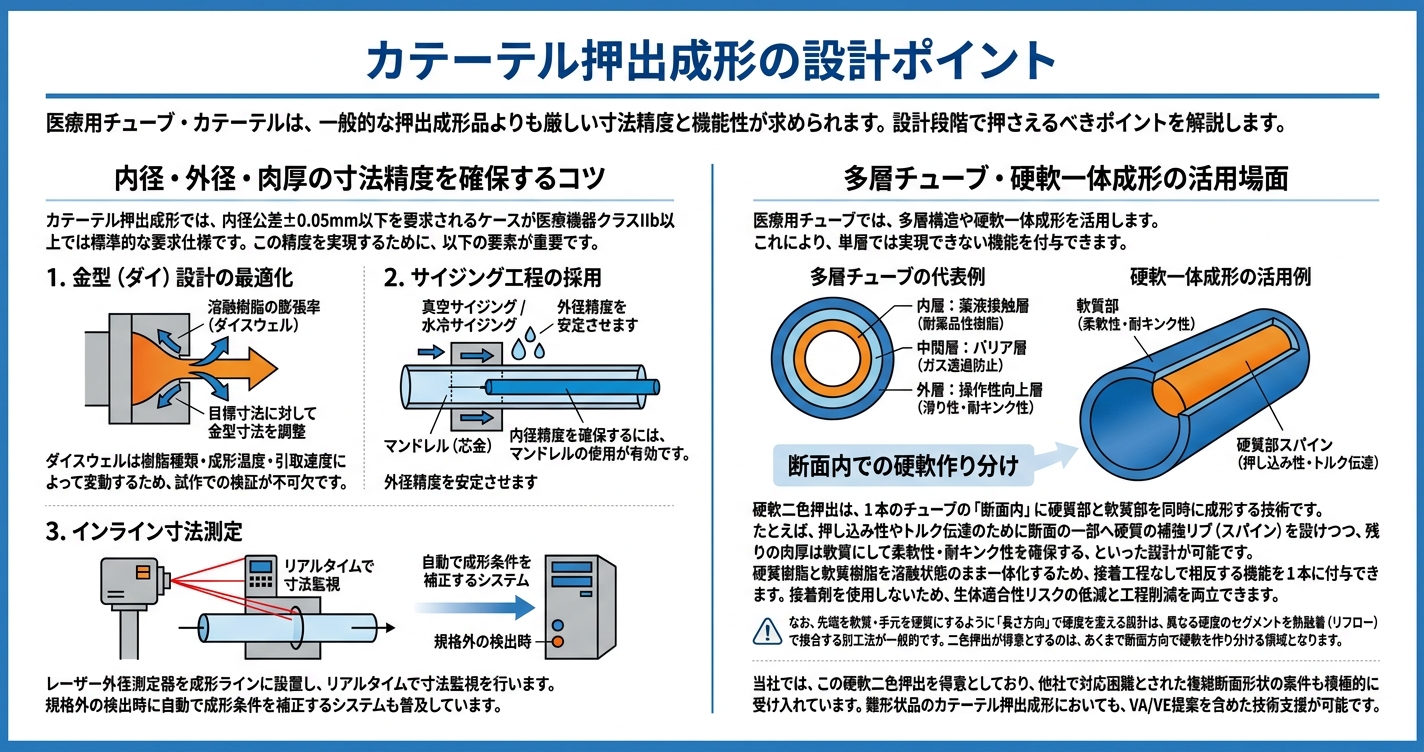
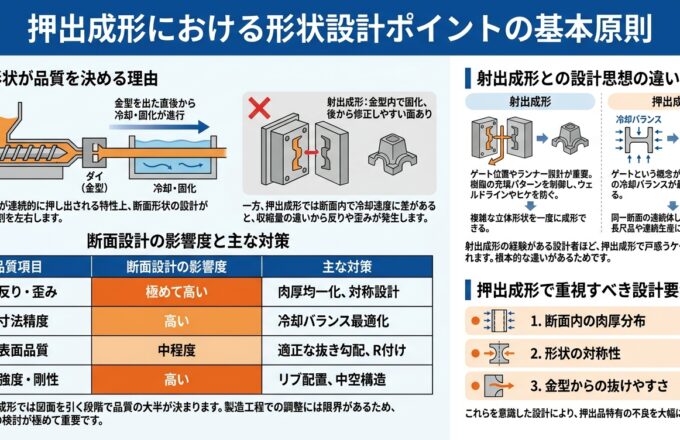
医療用チューブ・カテーテルは、一般的な押出成形品よりも厳しい寸法精度と機能性が求められます。設計段階で押さえるべきポイントを解説します。
カテーテル押出成形では、内径公差±0.05mm以下を要求されるケースが医療機器クラスIIb以上では標準的な要求仕様です。この精度を実現するために、以下の要素が重要です。
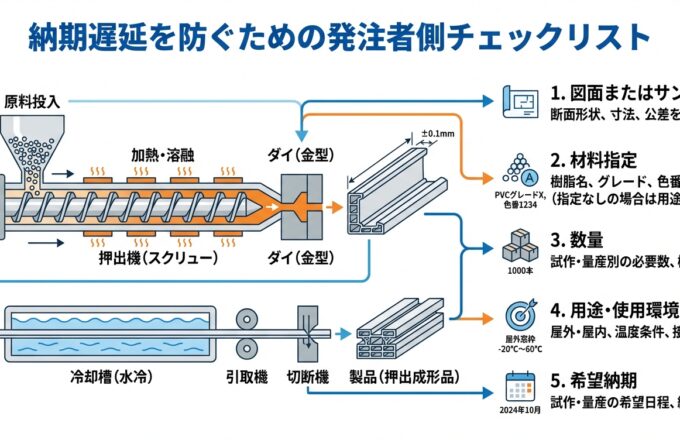
1. 金型(ダイ)設計の最適化
溶融樹脂の膨張率(ダイスウェル)を考慮し、目標寸法に対して金型寸法を調整します。ダイスウェルは樹脂種類・成形温度・引取速度によって変動するため、試作での検証が不可欠です。
2. サイジング工程の採用
押出直後の製品を真空サイジングや水冷サイジングで矯正し、外径精度を安定させます。内径精度を確保するには、マンドレル(芯金)の使用が有効です。
3. インライン寸法測定
レーザー外径測定器を成形ラインに設置し、リアルタイムで寸法監視を行います。規格外の検出時に自動で成形条件を補正するシステムも普及しています。
医療用チューブでは、多層構造や硬軟一体成形を活用します。これにより、単層では実現できない機能を付与できます。
多層チューブの代表例
硬軟一体成形の活用例
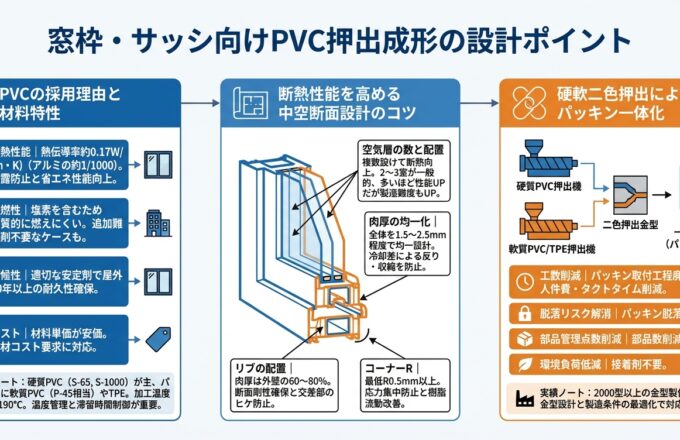
硬軟二色押出は、1本のチューブの「断面内」に硬質部と軟質部を同時に成形する技術です。たとえば、押し込み性やトルク伝達のために断面の一部へ硬質の補強リブ(スパイン)を設けつつ、残りの肉厚は軟質にして柔軟性・耐キンク性を確保する、といった設計が可能です。硬質樹脂と軟質樹脂を溶融状態のまま一体化するため、接着工程なしで相反する機能を1本に付与できます。接着剤を使用しないため、生体適合性リスクの低減と工程削減を両立できます。
なお、先端を軟質・手元を硬質にするように「長さ方向」で硬度を変える設計は、異なる硬度のセグメントを熱融着(リフロー)で接合する別工法が一般的です。二色押出が得意とするのは、あくまで断面方向で硬軟を作り分ける領域となります。
当社では、この硬軟二色押出を得意としており、他社で対応困難とされた複雑断面形状の案件も積極的に受け入れています。難形状品のカテーテル押出成形においても、VA/VE提案を含めた技術支援が可能です。
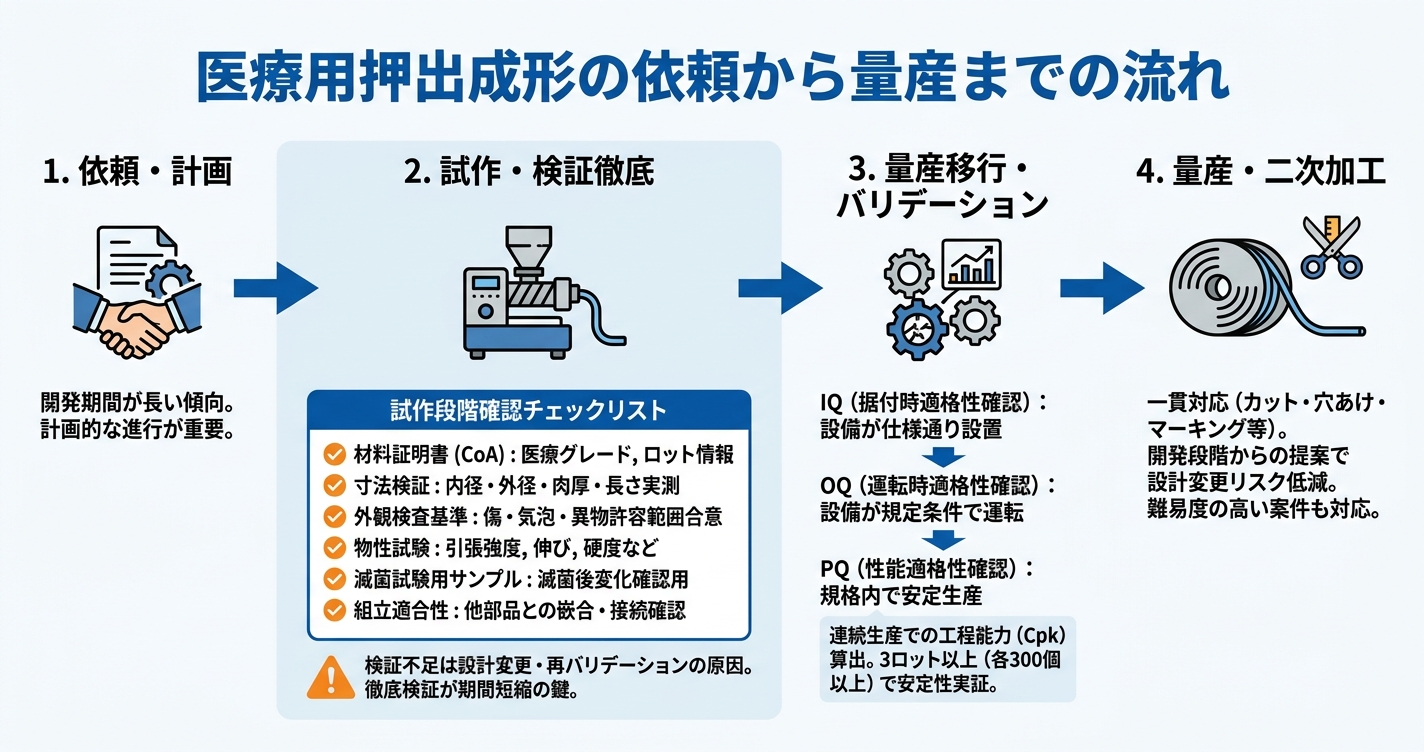
医療機器向けの押出成形は、一般工業用と比べて開発期間が長くなる傾向があります。試作から量産移行までの流れを理解し、計画的に進めることが重要です。
試作段階では、以下の項目を漏れなく確認してください。
| 確認項目 | 内容 | 確認タイミング |
|---|---|---|
| 材料証明書(CoA) | 医療グレード証明、ロット情報 | 材料発注時 |
| 寸法検証 | 内径・外径・肉厚・長さの実測値 | 試作品受領時 |
| 外観検査基準 | 傷・気泡・異物の許容範囲合意 | 試作前 |
| 物性試験 | 引張強度、伸び、硬度など | 試作品受領後 |
| 滅菌試験用サンプル | 滅菌後の物性・寸法変化確認用 | 試作時に追加発注 |
| 組立適合性 | 他部品との嵌合・接続確認 | 試作品受領後 |
試作段階での確認不足は、量産移行後の設計変更につながります。設計変更は再バリデーションを要するため、試作段階での検証徹底が結果的に開発期間短縮につながります。
医療機器の量産では、IQ・OQ・PQの3段階バリデーションが求められます。
PQでは、連続生産での工程能力(Cpk)算出が一般的です。3ロット以上(各ロット300個以上が業界標準)の連続生産で安定性を実証します。
量産移行後に設計変更が発生した場合、変更内容によっては再バリデーションや届出が必要です。変更管理の負荷を軽減するためにも、試作段階での仕様確定が重要となります。
当社では、試作から量産、二次加工(カット・穴あけ・マーキング等)まで一貫対応しています。開発段階から量産を見据えた提案が可能なため、設計変更リスクの低減に貢献できます。医療用チューブやカテーテル押出成形において、他社で断られた難易度の高い案件についても、豊富な実績をもとに対応いたします。
医療用押出成形は、品質管理基準の厳格さ、トレーサビリティの確保、医療グレード樹脂の選定など、一般工業用とは異なる専門知識が求められる分野です。
本記事のポイントを整理します。
医療機器の開発は長期プロジェクトとなるため、試作から量産まで一貫して対応できるパートナー選びが成功の鍵となります。
押出成形に関するご質問や課題がございましたら、お気軽にお問い合わせください。 材料選定から工程設計、QA/QC体制の構築まで、長年の実績を生かした最適なご提案をさせていただきます。











デコライン株式会社が運営する押出成形.com|プラスチック押出成形の試作・量産・二次加工をご覧頂き、誠にありがとうございます。
当サイトに掲載されている内容では解決できないお困り事や、相談などがございましたら、お気軽にご相談を頂けますと幸いです。


